Prevent galvanizing failures: choosing the right blasting method for steel parts
Poor zinc adhesion, blisters, and uneven coatings cause rework and delayed deliveries. Residual rust, mill scale, oil, weld slag, and fines undermine galvanizing quality. Select and calibrate a blasting machine—shot blasting machine or wheel blast—using Customizable process sheets from Manufacturer and Supplier teams to protect downstream galvanizing.
Our company recommends selecting a shot blaster or wheel blast system that meets OEM/ODM cleanliness and anchor profile specifications, with documented Supplier and Manufacturer parameters and Customizable acceptance criteria per part family.
How blasting affects downstream galvanizing quality
Blasting directly determines zinc adhesion, coverage of complex geometries, and risk of porosity. Coordination between Manufacturer, Supplier, galvanized vendor, OEM and ODM teams ensures repeatable outcomes:
- Remove contaminants to allow metallurgical bonding of zinc.
- Create consistent surface profile (anchor pattern) for coating mechanical keying.
- Prevent dust residue and fines that cause flash rust before immersion.
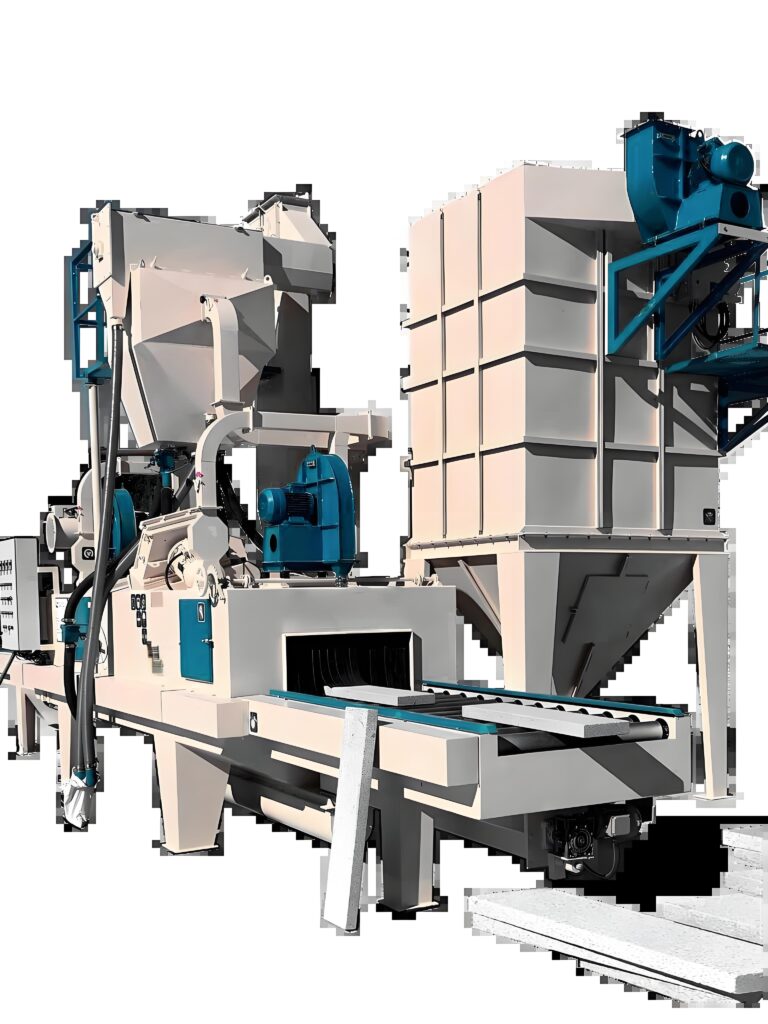
Both shot blasting machine and wheel blast configurations influence media trajectory, energy, and accessibility to vent holes and weld zones. Work with your Supplier to document preferred shot blaster settings.

Rust and mill scale removal; surface profile
Goals: complete rust and mill scale removal without over-profiling.
- Specify required profile depth (e.g., 50–120 μm) and verify with replica tape.
- Choose media size/hardness in consultation with Manufacturer: heavier media for thick mill scale, softer for light rust.
- Confirm blasting machine settings: blast pressure, impeller speed, and nozzle distance on shot blaster or wheel blast units.
- Document OEM/ODM-approved profile ranges in Customizable process sheets.
- Record batch measurements and link to galvanizer acceptance reports.
Oil removal, weld slag, and vent holes
Contaminants and trapped residues prevent uniform zinc flow.
- Degrease parts before mechanical blasting; heavy oils require solvent or alkaline cleaning.
- Mechanically remove weld slag zones; use targeted hand-held shot blaster for localized cleanup.
- Inspect and clear vent holes and drains after blasting to avoid trapped molten zinc and voids.

Dust residue, timing before galvanizing, and supplier coordination
Residual fines and delays between blasting and galvanizing lead to flash rust and adhesion loss.
- Implement comprehensive blow-off, vacuum, or compressed-air cleaning to eliminate fines and dust residue.
- Define allowable time window from blasting to immersion galvanizing; aim for same-shift transfer where possible.
- Coordinate production schedules with Supplier, Manufacturer, and galvanizer; include OEM/ODM teams in timing decisions.
- Use Customizable logistics plans to reserve galvanizer slots after blasting completion.
- Track environmental exposure; humid or salty conditions shorten acceptable delay.
| Recommended Methods by Surface Condition | ||
| Surface Condition | Preferred Method | Notes |
| Heavy mill scale | Shot blasting machine | High energy, robust media; confirm profile depth and media reclamation setup |
| Light rust / paint | Wheel blast or medium-energy shot blaster | Preserves geometry, produces consistent anchor pattern |
| Localized weld slag | Hand-held shot blaster or grit blasting | Targeted removal minimizes over-blasting of adjacent areas |
| Process Control and Responsibilities | ||
| Control | Frequency | Owner |
| Profile measurement (replica tape) | Per batch | QA / Manufacturer |
| Dust/fines removal validation | Per shift | Production / Supplier |
| Timing confirmation to galvanizer | Per load | Planner (OEM/ODM) |
Implementation checklist and supplier engagement
Practical steps to reduce coating failures:
- Audit current blasting machine and shot blaster capabilities with Manufacturer and Supplier.
- Define Customizable process sheets covering media type, machine settings, profile targets, and acceptable delays to galvanizing.
- Pilot a controlled batch and validate with the galvanizer; adjust parameters and formalize OEM/ODM acceptance criteria.
- Include spare part plans and Scheduled maintenance for blasting machine to avoid unexpected downtime.
- Train operators on vent hole inspection and post-blast cleanliness verification.
Summary and CTA
Adopt a validated shot blasting machine or wheel blast process, create Customizable OEM/ODM process packs, and synchronize Supplier and Manufacturer schedules with the galvanizer. Contact our team to run a blasting-to-galvanizing audit and implement a prioritized action plan within 30 days.