Prevent galvanizing failures: choosing the right blasting method for steel parts
Poor zinc adhesion, blisters, and uneven coatings cause rework and delayed deliveries. Residual rust, mill scale, oil, weld slag, and fines undermine galvanizing quality. Select and calibrate a blasting machine—shot blasting machine or wheel blast—using Customizable process sheets from Manufacturer and Supplier teams to protect downstream galvanizing.
Our company recommends selecting a shot blaster or wheel blast system that meets OEM/ODM cleanliness and anchor profile specifications, with documented Supplier and Manufacturer parameters and Customizable acceptance criteria per part family.
How blasting affects downstream galvanizing quality
Blasting directly determines zinc adhesion, coverage of complex geometries, and risk of porosity. Coordination between Manufacturer, Supplier, galvanized vendor, OEM and ODM teams ensures repeatable outcomes:
- Remove contaminants to allow metallurgical bonding of zinc.
- Create consistent surface profile (anchor pattern) for coating mechanical keying.
- Prevent dust residue and fines that cause flash rust before immersion.
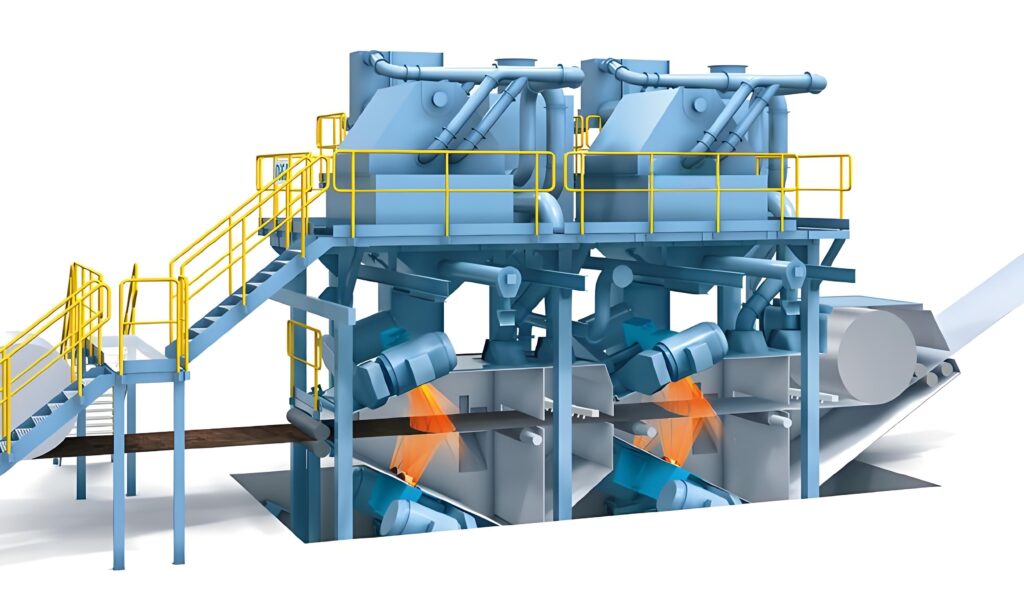
Both shot blasting machine and ล้อระเบิด configurations influence media trajectory, energy, and accessibility to vent holes and weld zones. Work with your Supplier to document preferred shot blaster settings.

Rust and mill scale removal; surface profile
Goals: complete rust and mill scale removal without over-profiling.
- Specify required profile depth (e.g., 50–120 μm) and verify with replica tape.
- Choose media size/hardness in consultation with Manufacturer: heavier media for thick mill scale, softer for light rust.
- Confirm blasting machine settings: blast pressure, impeller speed, and nozzle distance on shot blaster or wheel blast units.
- Document OEM/ODM-approved profile ranges in Customizable process sheets.
- Record batch measurements and link to galvanizer acceptance reports.
Oil removal, weld slag, and vent holes
Contaminants and trapped residues prevent uniform zinc flow.
- Degrease parts before mechanical blasting; heavy oils require solvent or alkaline cleaning.
- Mechanically remove weld slag zones; use targeted hand-held shot blaster for localized cleanup.
- Inspect and clear vent holes and drains after blasting to avoid trapped molten zinc and voids.

Dust residue, timing before galvanizing, and supplier coordination
Residual fines and delays between blasting and galvanizing lead to flash rust and adhesion loss.
- Implement comprehensive blow-off, vacuum, or compressed-air cleaning to eliminate fines and dust residue.
- Define allowable time window from blasting to immersion galvanizing; aim for same-shift transfer where possible.
- Coordinate production schedules with Supplier, Manufacturer, and galvanizer; include OEM/ODM teams in timing decisions.
- Use Customizable logistics plans to reserve galvanizer slots after blasting completion.
- Track environmental exposure; humid or salty conditions shorten acceptable delay.
| Recommended Methods by Surface Condition | ||
| Surface Condition | Preferred Method | หมายเหตุ |
| Heavy mill scale | เครื่องพ่นทราย | High energy, robust media; confirm profile depth and media reclamation setup |
| Light rust / paint | การพ่นด้วยล้อ or medium-energy shot blaster | Preserves geometry, produces consistent anchor pattern |
| ตะกรันเชื่อมที่ปรับให้เหมาะสม | เครื่องยิงทรายด้วยมือหรือการยิงด้วยกรวด | การกำจัดที่มุ่งเน้นช่วยลดการยิงมากเกินไปในพื้นที่ใกล้เคียง |
| การควบคุมกระบวนการและความรับผิดชอบ | ||
| การควบคุม | ความถี่ | เจ้าของ |
| การวัดโปรไฟล์ (เทปตัวอย่าง) | ต่อแต่ละชุด | QA / ผู้ผลิต |
| การตรวจสอบการกำจัดฝุ่น/เศษซาก | ต่อการเปลี่ยน | การผลิต / ผู้จัดจำหน่าย |
| การยืนยันเวลาสำหรับการชุบสังกะสี | ต่อโหลด | ผู้วางแผน (OEM/ODM) |
รายการตรวจสอบการนำไปใช้และการมีส่วนร่วมของผู้จัดหา
ขั้นตอนปฏิบัติที่ช่วยลดการล้มเหลวของการเคลือบ:
- ตรวจสอบเครื่องยิงที่มีอยู่และความสามารถของเครื่องยิงทรายร่วมกับผู้ผลิตและผู้จัดจำหน่าย.
- กำหนดเอกสารกระบวนการที่ปรับแต่งได้ครอบคลุมประเภทสื่อ, การตั้งค่าเครื่อง, เป้าหมายโปรไฟล์, และความล่าช้าที่สามารถยอมรับได้ในการชุบสังกะสี.
- ทดลองชุดที่ควบคุมและตรวจสอบกับผู้ชุบสังกะสี; ปรับพารามิเตอร์และทำให้แนวทางการรับรอง OEM/ODM เป็นทางการ.
- รวมแผนการจัดหาชิ้นส่วนสำรองและการบำรุงรักษาตามกำหนดสำหรับเครื่องพ่นทรายเพื่อลดเวลาการหยุดทำงานที่ไม่คาดคิด.
- ฝึกอบรมผู้ปฏิบัติงานเกี่ยวกับการตรวจสอบรูระบายอากาศและการตรวจสอบความสะอาดหลังการระเบิด.
สรุปและ CTA
นำเครื่องพ่นทรายที่ได้รับการตรวจสอบรับรองหรือกระบวนการพ่นแบบล้อมาใช้ สร้างชุดกระบวนการ OEM/ODM ที่ปรับแต่งได้ และทำให้ตารางเวลาของผู้จัดจำหน่ายและผู้ผลิตตรงกับโรงชุบสังกะสี. Contact our team ดำเนินการตรวจสอบการพ่นทรายไปยังการชุบสังกะสีและจัดทำแผนปฏิบัติการที่มีลำดับความสำคัญภายใน 30 วัน.