Prevenir falhas de galvanização: escolhendo o método de jateamento adequado para peças de aço
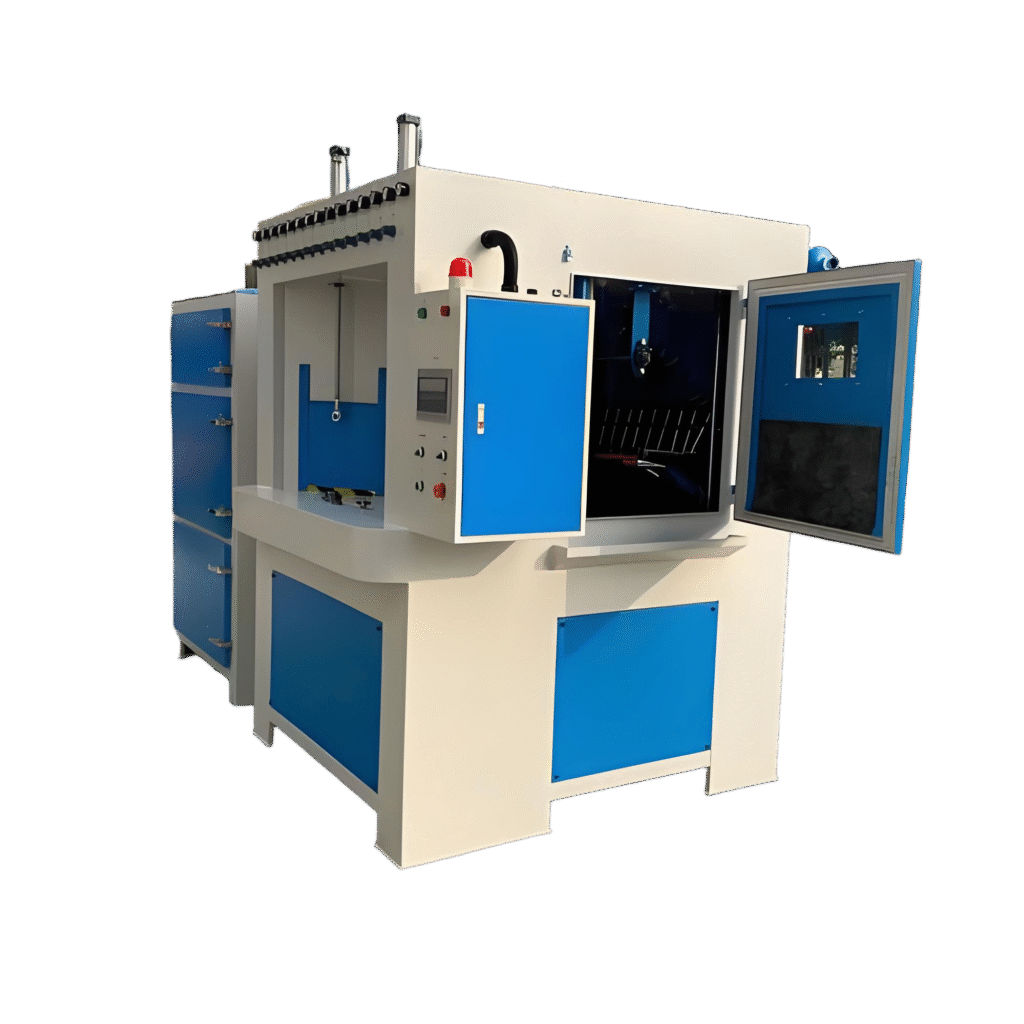
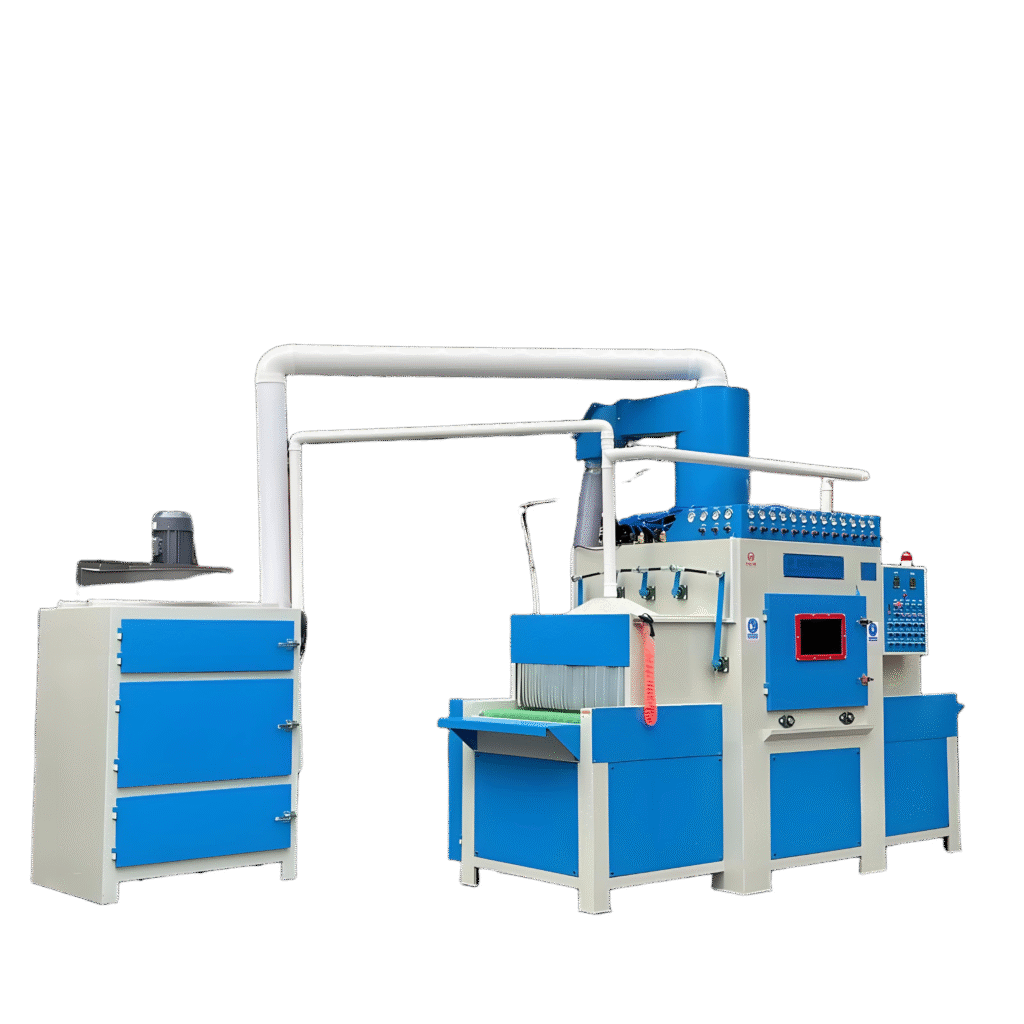
A má adesão do zinco, bolhas e revestimentos irregulares causam retrabalho e entregas atrasadas. Ferrugem residual, escama de laminação, óleo, escória de solda e fino comprometem a qualidade da galvanização. Selecione e calibre um máquina de jateamento.—máquina de jateamento por granalha ou jato de roda—usando folhas de processo personalizáveis das equipes de Fabricante e Fornecedor para proteger a galvanização a montante.
Nossa empresa recomenda selecionar um jateador de granalha ou sistema de jato de roda que atenda às especificações de limpeza e perfil de âncora do OEM/ODM, com parâmetros documentados do Fornecedor e Fabricante e critérios de aceitação personalizáveis por família de peças.
Como o jateamento afeta a qualidade da galvanização a montante
O jateamento determina diretamente a adesão do zinco, a cobertura de geometrias complexas e o risco de porosidade. A coordenação entre Fabricante, Fornecedor, vendedor galvanizado, equipes do OEM e ODM garante resultados repetíveis:
- Remover contaminantes para permitir a ligação metalúrgica do zinco.
- Criar um perfil de superfície consistente ( padrão de âncora) para a chave mecânica do revestimento.
- Prevenir resíduos de poeira e finos que causam ferrugem superficial antes da imersão.
Tanto a máquina de jateamento por granalha quanto jato de roda as configurações influenciam a trajetória do meio, a energia e a acessibilidade dos orifícios de ventilação e zonas de solda. Trabalhe com seu Fornecedor para documentar as configurações preferidas do jateador de granalha.

Remoção de ferrugem e escama de laminação; perfil da superfície
Metas: remoção completa de ferrugem e escama de laminação sem sobreperfilagem.
- Especifique a profundidade de perfil necessária (por exemplo, 50–120 μm) e verifique com fita de réplica.
- Escolha o tamanho/dureza do meio em consulta com o Fabricante: meio mais pesado para escama de laminação espessa, mais suave para ferrugem leve.
- Confirme máquina de jateamento. as configurações: pressão de jateamento, velocidade do impulsor e distância do bico nas unidades de jateador de granalha ou jato de roda.
- Documente as faixas de perfil aprovadas pelo OEM/ODM em folhas de processo personalizáveis.
- Registre as medições de lote e vincule aos relatórios de aceitação do galvanizador.
Remoção de óleo, escória de solda e orifícios de ventilação
Contaminantes e resíduos presos impedem o fluxo uniforme de zinco.
- Desengordure as peças antes da jateação mecânica; óleos pesados requerem limpeza com solvente ou alcalina.
- Remova mecanicamente as zonas de escória de soldagem; use ferramentas manuais direcionadas shot blaster para limpeza localizada.
- Inspecione e desobstrua os orifícios de ventilação e os drenos após a jateação para evitar zinco fundido preso e vazios.

Resíduo de poeira, tempo antes da galvanização e coordenação com o fornecedor.
Finas residuais e atrasos entre a jateação e a galvanização levam a ferrugem instantânea e perda de aderência.
- Implemente limpeza abrangente por sopro, vácuo ou ar comprimido para eliminar finas e resíduos de poeira.
- Defina a janela de tempo permitida da jateação até a galvanização por imersão; busque a transferência no mesmo turno sempre que possível.
- Coordene os cronogramas de produção com o Fornecedor, Fabricante e galvanizador; inclua equipes OEM/ODM nas decisões de tempo.
- Use planos logísticos personalizáveis para reservar espaços no galvanizador após a conclusão da jateação.
- Rastreie a exposição ambiental; condições úmidas ou salinas encurtam o atraso aceitável.
| Métodos recomendados por Condição de Superfície | ||
| Condição de Superfície | Método Preferido | Notas |
| Escama pesada de laminagem | Shot blasting machine | Mídia de alta energia e robusta; confirme a profundidade do perfil e a configuração de recuperação da mídia. |
| Ferrugem leve / tinta | Jato de roda ou jateador de média energia | Preserva a geometria, produz padrão de ancoragem consistente. |
| Escória de soldagem localizada | Jato de areia manual ou areia abrasiva | A remoção direcionada minimiza a super explosão de áreas adjacentes |
| Controle de Processo e Responsabilidades | ||
| Controle | Frequência | Responsável |
| Medição de perfil (fita de réplica) | Por lote | QA / Fabricante |
| Validação da remoção de poeira/fines | Por turno | Produção / Fornecedor |
| Confirmação de prazo para galvanizador | Por carga | Planejador (OEM/ODM) |
Lista de verificação de implementação e engajamento do fornecedor
Passos práticos para reduzir falhas no revestimento:
- Auditar a máquina de jateamento atual e as capacidades do jato de areia com o Fabricante e o Fornecedor.
- Definir folhas de processo personalizáveis cobrindo tipo de mídia, configurações da máquina, alvos de perfil e atrasos aceitáveis para galvanização.
- Pilotar um lote controlado e validar com o galvanizador; ajustar parâmetros e formalizar critérios de aceitação OEM/ODM.
- Incluir planos de peças de reposição e manutenção programada para a máquina de jateamento para evitar paradas inesperadas.
- Treinar operadores sobre a inspeção de furos de ventilação e verificação da limpeza pós-jateamento.
Resumo e CTA
Adotar uma máquina de jateamento de tiro validada ou processo de jateamento por roda, criar pacotes de processo personalizáveis OEM/ODM e sincronizar cronogramas de fornecedores e fabricantes com o galvanizador. Contact our team realizar uma auditoria de jateamento para galvanização e implementar um plano de ação priorizado dentro de 30 dias.