Prevenir fallos en el galvanizado: elegir el método de chorreado adecuado para piezas de acero
La mala adherencia del zinc, las ampollas y los recubrimientos desiguales causan retrabajos y retrasos en las entregas. El óxido residual, la escoria del molino, el aceite, la escoria de soldadura y las finuras socavan la calidad del galvanizado. Seleccione y calibra un máquina de chorro.—máquina de chorreado o chorro de rueda— utilizando hojas de proceso personalizables de los equipos de Fabricante y Proveedor para proteger el galvanizado posterior.
Nuestra empresa recomienda seleccionar un sistema de chorreado o chorro de rueda que cumpla con las especificaciones de limpieza y perfil de anclaje de OEM/ODM, con parámetros documentados de Proveedor y Fabricante y criterios de aceptación personalizables por familia de piezas.
Cómo el chorreado afecta la calidad del galvanizado posterior
El chorreado determina directamente la adherencia del zinc, la cobertura de geometrías complejas y el riesgo de porosidad. La coordinación entre el Fabricante, el Proveedor, el vendedor galvanizado, los equipos de OEM y ODM asegura resultados repetibles:
- Eliminar contaminantes para permitir el enlace metalúrgico del zinc.
- Crear un perfil de superficie consistente (patrón de anclaje) para el anclaje mecánico del recubrimiento.
- Prevenir residuos de polvo y finuras que causan óxido flash antes de la inmersión.
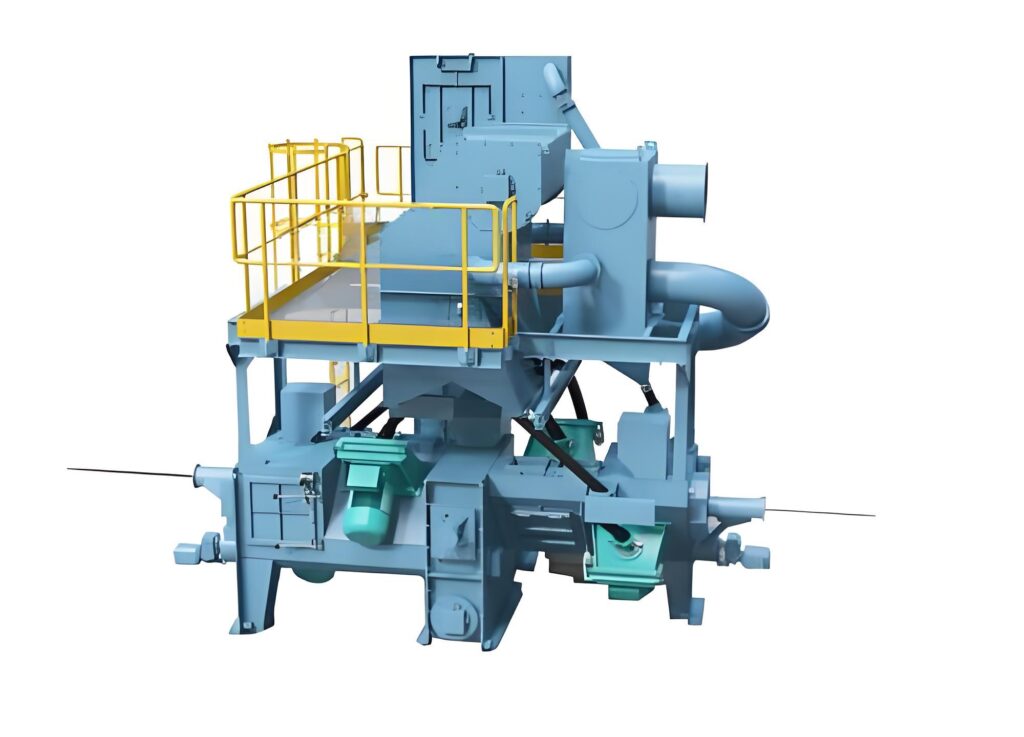
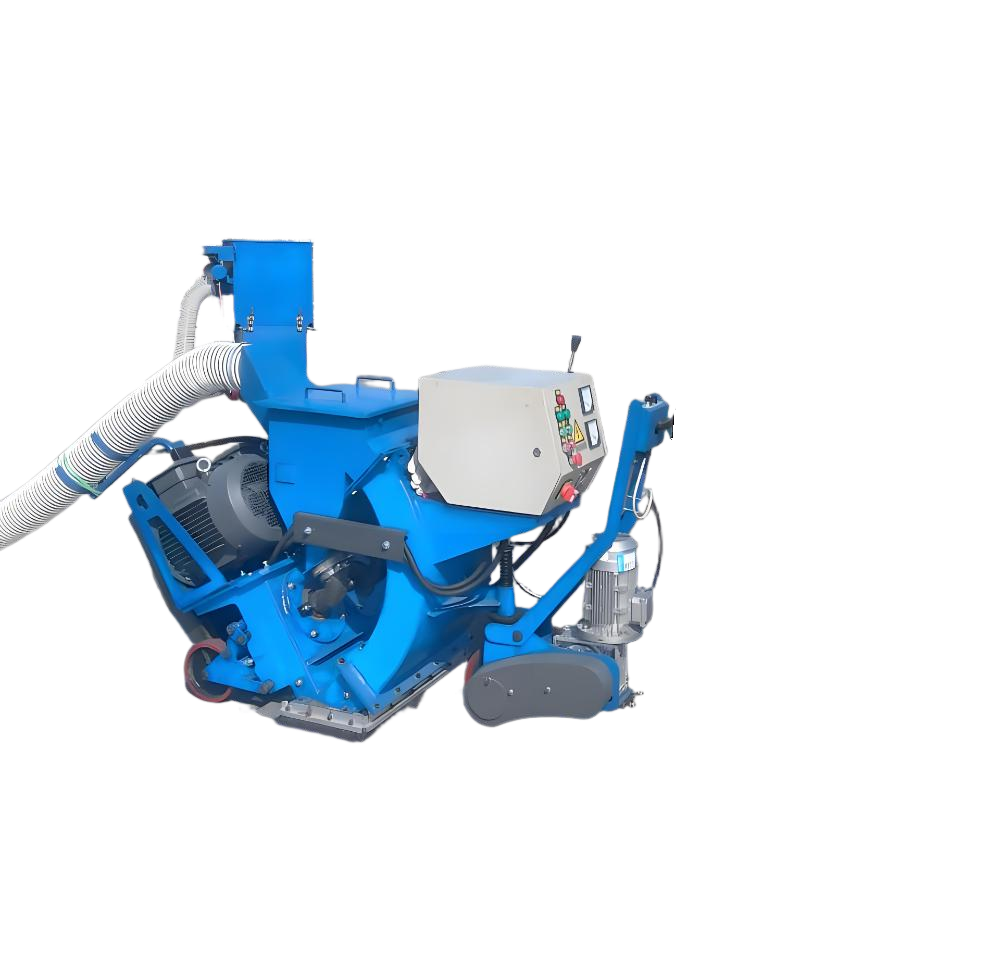
Tanto la máquina de chorreado como granalladora de rueda las configuraciones influyen en la trayectoria del medio, la energía y el acceso a los orificios de ventilación y zonas de soldadura. Trabaje con su Proveedor para documentar la configuración preferida del chorreado.

Eliminación de óxido y escoria del molino; perfil de superficie
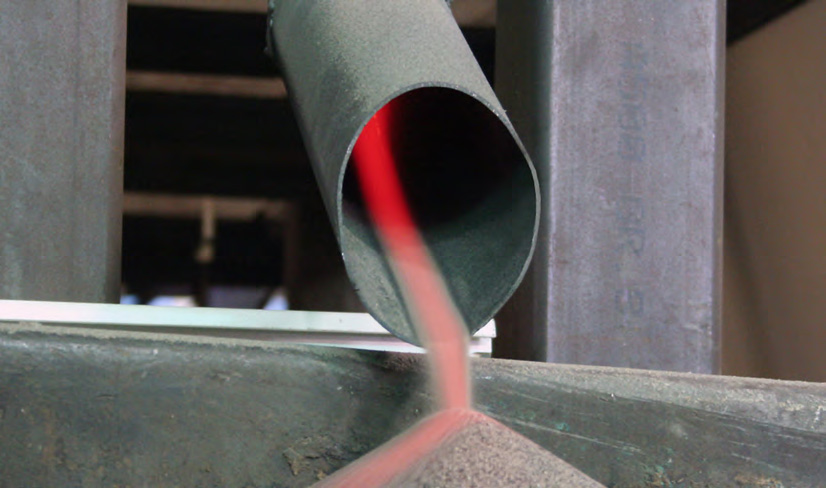
Objetivos: completar la eliminación de óxido y escoria del molino sin sobreperfilado.
- Especificar la profundidad del perfil requerido (por ejemplo, 50–120 μm) y verificar con cinta de replica.
- Elegir el tamaño/dureza del medio en consulta con el Fabricante: medio más pesado para escoria de molino gruesa, más suave para óxido ligero.
- Confirmar máquina de chorro. configuraciones: presión de chorreado, velocidad del impulsor y distancia de la boquilla en unidades de chorreado o chorro de rueda.
- Documentar los rangos de perfil aprobados por OEM/ODM en hojas de proceso personalizables.
- Registrar mediciones de lote y vincular a informes de aceptación del galvanizador.
Eliminación de aceite, escoria de soldadura y orificios de ventilación
Los contaminantes y residuos atrapados impiden el flujo uniforme de zinc.
- Desengrase las piezas antes del chorro mecánico; los aceites pesados requieren limpieza con solvente o alcalina.
- Elimine mecánicamente las zonas de escoria de soldadura; use herramientas manuales dirigidas pasaje para limpieza localizada.
- Inspeccione y limpie los agujeros de ventilación y desagües después del chorro para evitar zinc fundido atrapado y vacíos.

Residuo de polvo, tiempo antes de galvanizar y coordinación con proveedores
Las multitudes residuales y los retrasos entre el chorro y la galvanización conducen a la oxidación instantánea y pérdida de adhesión.
- Implemente un soplado, aspiración o limpieza con aire comprimido integral para eliminar residuos fines y polvo.
- Defina una ventana de tiempo permitida desde el chorro hasta la galvanización por inmersión; apunte a una transferencia en el mismo turno siempre que sea posible.
- Coordine los horarios de producción con el proveedor, el fabricante y el galvanizador; incluya a los equipos OEM/ODM en las decisiones de tiempo.
- Utilice planes logísticos personalizables para reservar espacios en el galvanizador después de completar el chorro.
- Rastree la exposición ambiental; las condiciones húmedas o salinas acortan el retraso aceptable.
| Métodos recomendados por condición de superficie | ||
| Condición de superficie | Método preferido | Notas |
| Escamas gruesas de laminado | Shot blasting machine | Medios robustos de alta energía; confirme la profundidad del perfil y la configuración de reciclaje del medio |
| Oxidación ligera / pintura | Wheel blast o limpiador de disparo de energía media | Preserva la geometría, produce un patrón de anclaje consistente |
| Escoria de soldadura localizada | Arenadora manual o chorro de granalla | La eliminación dirigida minimiza el sobre-pulido de áreas adyacentes |
| Control y responsabilidades del proceso | ||
| Control | Frecuencia | Propietario |
| Medición de perfil (cinta réplica) | Por lote | QA / Fabricante |
| Validación de eliminación de polvo / finos | Por turno | Producción / Proveedor |
| Confirmación de tiempos al galvanizador | Por carga | Planificador (OEM / ODM) |
Lista de verificación de implementación e implicación del proveedor
Pasos prácticos para reducir fallos en el recubrimiento:
- Auditar la máquina de chorro de arena actual y las capacidades de la arenadora con el fabricante y el proveedor.
- Definir hojas de proceso personalizables que cubran el tipo de medio, configuraciones de máquina, objetivos de perfil y retrasos aceptables para el galvanizado.
- Piloto un lote controlado y valida con el galvanizador; ajusta parámetros y formaliza criterios de aceptación del OEM / ODM.
- Incluir planes de piezas de repuesto y mantenimiento programado para la máquina de chorro de arena para evitar tiempos de inactividad inesperados.
- Capacitar a los operadores sobre la inspección de agujeros de ventilación y la verificación de limpieza posterior a la explosión.
Resumen y CTA
Adoptar una máquina de chorro de arena validada o un proceso de chorro por rueda, crear paquetes de procesos personalizables OEM/ODM y sincronizar los cronogramas de proveedores y fabricantes con el galvanizador. Contact our team realizar una auditoría de chorro a galvanizado e implementar un plan de acción priorizado dentro de los 30 días.