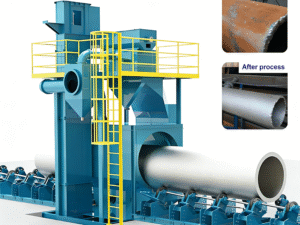
Плохая предварительная обработка внутренней стенки трубопровода вызывает коррозию; оптимизированные машины для дробеструйной обработки обеспечивают долговременные антикоррозийные эффекты.
Этот гид объясняет проектирование машин для дробеструйной очистки внутренней/внешней стенки труб для антикоррозийной предварительной обработки длинных трубопроводов, улучшая эффективность и качество дробеструйной обработки.
Исследуйте ключевые элементы проектирования профессиональных машин для очистки труб ниже.
Какие основные структурные особенности необходимы для машин дробеструйной обработки внутренней стенки труб?
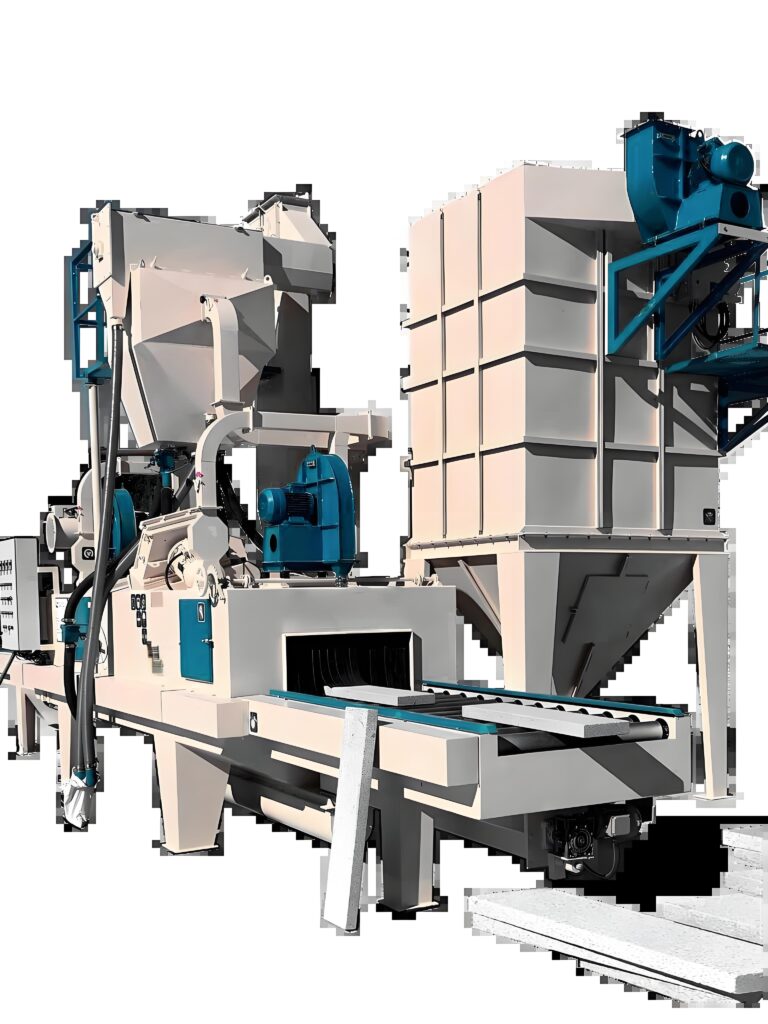
Структурное проектирование машин для дробеструйной очистки внутренней/внешней стенки труб для длинных трубопроводов должно приоритизировать адаптивность, эффективность и стабильность.. Во-первых, основным компонентом является телескопическая дробеструйная рука, которая должна расширяться на 50-100 метров, чтобы охватить всю длину длинных трубопроводов, поддерживая постоянное расстояние от внутренней стенки для обеспечения равномерной дробеструйной обработки. Рука должна быть оснащена гибкими суставами, чтобы проходить легкие изгибы трубопроводов, не застревая. Во-вторых, система подачи абразивов должна использовать сжатый воздух под высоким давлением для транспортировки стальной дроби или стального абразивного материала с стабильной скоростью потока 200-300 кг/мин, предотвращая засоры, которые могут нарушить процесс дробеструйной обработки. В-третьих, рама машины должна принимать модульное проектирование, что облегчает разборку и транспортировку на строительные площадки, что критически важно для предварительной обработки трубопроводов на месте. Кроме того, интеграция системы быстросъемного соединения позволяет операторам собрать машину для очистки труб в короткие сроки, сокращая время простоя между проектами. Структурное проектирование также должно включать защитный корпус для предотвращения отскока абразива и утечки пыли во время дробеструйной обработки, обеспечивая соответствие экологическим стандартам. Эти структурные особенности в совокупности позволяют машине для дробеструйной очистки внутренней/внешней стенки труб справляться с уникальными задачами обработки внутренней стенки длинного трубопровода, обеспечивая тщательное удаление ржавчины и нагара, что является необходимым для последующего сцепления антикоррозийного покрытия.
Как оптимизировать параметры дробеструйной обработки для лечения внутренней стенки длинного трубопровода?
Оптимизация параметров дробеструйной обработки является ключевым шагом для обеспечения того, чтобы машина для очистки труб достигала идеальных результатов антикоррозийной предварительной обработки для длинных трубопроводов. Во-первых, выбор абразива имеет критическое значение: для трубопроводов с толстой ржавчиной и нагаром предпочтителен угловой стальной абразив (1.0-1.5 мм) из-за его сильного ударного действия, в то время как сферическая стальная дробь (0.8-1.2 мм) подходит для трубопроводов, требующих гладкой поверхности после дробеструйной обработки. Твердость абразива должна составлять HV 450-550, чтобы сбалансировать эффективность очистки и защиту стенки трубопровода, избегая чрезмерной дробеструйной обработки, которая может истончить стенку трубы. Во-вторых, давление дробеструйной обработки должно регулироваться в зависимости от диаметра трубопровода— для трубопроводов большого диаметра (≥1000 мм) давление 0.7-0.9 МПа обеспечивает полное покрытие, в то время как для трубопроводов малого диаметра (≤500 мм) требуется более низкое давление (0.5-0.7 МПа), чтобы предотвратить накопление абразива в мертвых углах. Третье, скорость вращения рукава для дробеструйной обработки должна быть синхронизирована с движущейся скоростью машины; скорость вращения 10-15 об/мин и движущая скорость 0,2-0,5 м/мин обеспечивают, что каждая область внутренней стенки трубы обрабатывается 3-5 раз, что соответствует стандарту антикоррозийной обработки Sa2.5. Кроме того, мониторинг параметров дробеструйной обработки в реальном времени с помощью датчиков помогает операторам своевременно регулировать давление и расход, если во время дробеструйной обработки обнаруживаются несоответствия. Правильная оптимизация параметров не только улучшает качество очистки машин для дробеструйной обработки внутренней/внешней стенки трубы но и снижает потребление абразива на 15-20%, что уменьшает операционные расходы на проекты по прокладке трубопроводов на большие расстояния.

Как интегрировать системы удаления пыли и восстановления абразива в машины для дробеструйной обработки внутренней стенки трубы?
Интеграция эффективных систем удаления пыли и восстановления абразива является незаменимой для машин для дробеструйной обработки внутренней/внешней стенки трубы, используемых в предварительной обработке трубопроводов на большие расстояния, так как это обеспечивает соблюдение экологических норм и экономическую эффективность. Во-первых, система удаления пыли должна использовать двухступенчатый процесс фильтрации: первичный циклонный сепаратор для захвата крупных абразивных частиц и вторичный HEPA-фильтр для задержки мелкой пыли, достигая эффективности удаления пыли более 99%. Эта система предотвращает выброс пыли в атмосферу во время дробеструйной обработки, защищая здоровье рабочих и соблюдая строгие промышленные нормы выбросов. Во-вторых, система восстановления абразива должна использовать механизм вакуумного всасывания для сбора использованных абразивов с дна трубопровода, разделяя повторно используемые абразивы от мусора и пыли с помощью вибрационного сита. Восстановленные абразивы могут быть повторно использованы до 50 раз, что значительно снижает затраты на закупку абразивов для крупных проектов по прокладке трубопроводов. Система также должна быть оснащена датчиком уровня для контроля уровня абразива в накопительном баке, автоматически пополняя рукав дробеструйной обработки для поддержания стабильного потока. Для строительных работ на месте системы удаления пыли и восстановления должны быть установлены на мобильной платформе, позволяя им перемещаться вместе с машиной для очистки труб, когда она обрабатывает трубопроводы на большие расстояния. Эта интеграция не только улучшает экологическую эффективность операции дробеструйной обработки, но и повышает общую эффективность машины для дробеструйной обработки внутренней/внешней стенки трубы, минимизируя простои для пополнения абразивов и утилизации пыли.

Какие улучшения дизайна необходимы для адаптации на месте для машин для дробеструйной обработки внутренней стенки трубы?
Адаптация на месте является важным аспектом дизайна машин для дробеструйной обработки внутренней/внешней стенки трубы, используемых в предварительной антикоррозийной обработке трубопроводов на большие расстояния, так как эти проекты часто проводятся в удаленных или суровых условиях. Во-первых, машина должна работать как от электрических, так и от дизельных двигателей, чтобы иметь возможность функционировать в районах без доступа к электроэнергии. Дизельный двигатель должен быть энергоэффективным и с низким уровнем выбросов, чтобы соответствовать экологическим требованиям для строительных работ на открытом воздухе. Во-вторых, система управления машиной должна включать модуль удаленного управления, позволяя операторам контролировать процесс дробеструйной обработки с безопасного расстояния 50-100 метров, избегая воздействия пыли и шума. Удаленный модуль должен отображатьданные в реальном времени, такие как давление в дробеструйной обработке, скорость потока абразива и положение рукава, что упрощает быстрые коррективы, если возникают проблемы во время дробеструйной обработки. В-третьих, машина должна быть оснащена механизмом самоуровнения для поддержания стабильности на неровных строительных площадках, предотвращая отклонение рукава дробеструйной обработки и неравномерную очистку. Кроме того, машина для очистки труб должна быть совместима с различными материалами трубопроводов, включая углеродную сталь, нержавеющую сталь и ковкий чугун, путем регулирования параметров дробеструйной обработки и типов абразива без серьезных конструктивных изменений. Для подводных проектов трубопроводов можно добавить водонепроницаемый корпус для защиты электрических компонентов машины. Эти улучшения дизайна для адаптации на месте обеспечивают надежную работу машины для дробеструйной обработки внутренней/внешней стенки трубы в различных рабочих условиях, делая ее универсальным решением для предварительной антикоррозийной обработки трубопроводов на большие расстояния.
Заключение
Научный дизайн гарантирует, что машины для дробеструйной обработки внутренней стенки трубы соответствуют потребностям трубопроводов на большие расстояния.