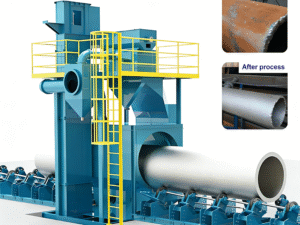
Un mauvais prétraitement de la paroi intérieure du pipeline entraîne une corrosion ; des machines de sablage optimisées garantissent des effets anti-corrosion à long terme.
Ce guide décrit la conception des machines de nettoyage par sablage de la paroi intérieure/extérieure des tuyaux pour le prétraitement anti-corrosion des pipelines longue distance, améliorant l'efficacité et la qualité du sablage.
Découvrez ci-dessous les éléments clés de conception des machines de nettoyage professionnelles pour tuyaux.
Quelles sont les caractéristiques de conception structurelle essentielles pour les machines de sablage de la paroi intérieure des tuyaux?
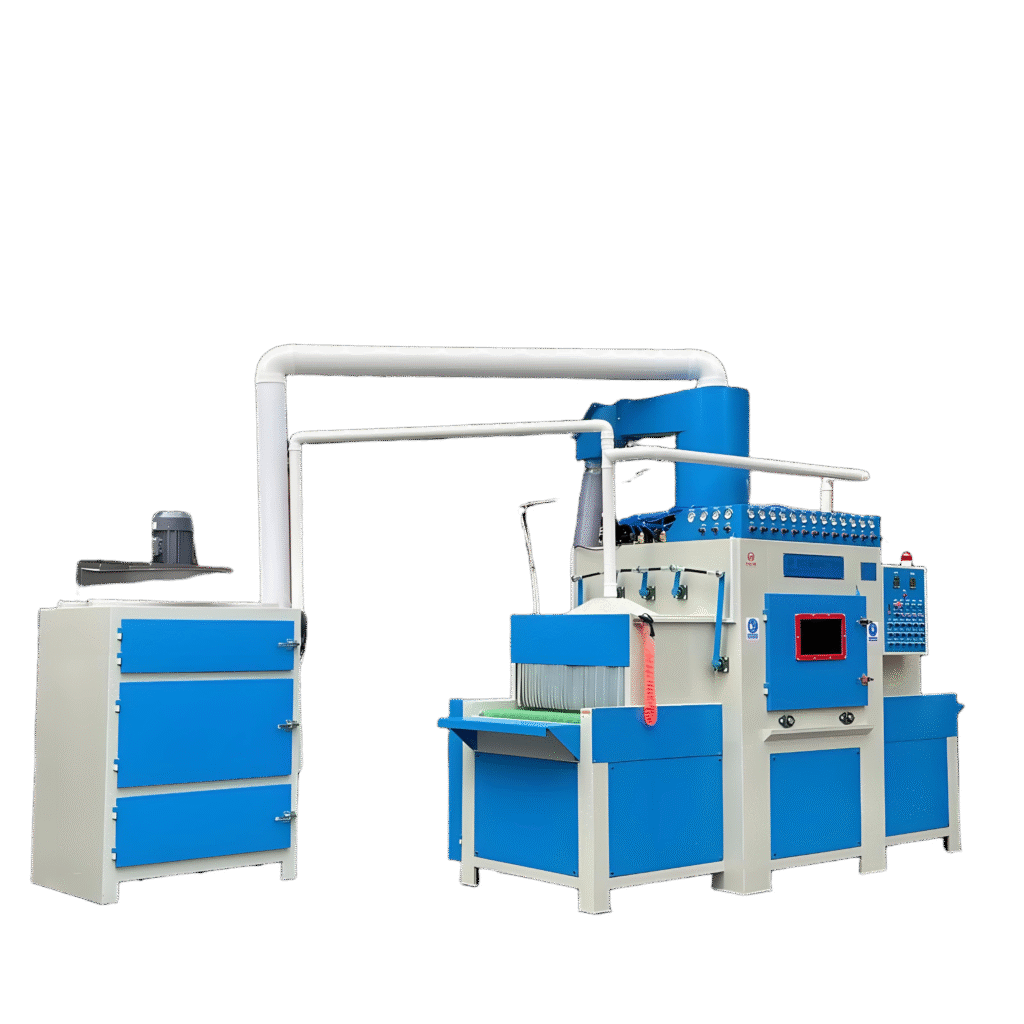
La conception structurelle des machines de nettoyage par sablage de la paroi intérieure/extérieure des tuyaux pour les pipelines longue distance doit prioriser l'adaptabilité, l'efficacité et la stabilité.. Tout d'abord, le composant principal est le bras de sablage télescopique, qui doit s'étendre de 50 à 100 mètres pour couvrir toute la longueur des pipelines longue distance tout en maintenant une distance constante par rapport à la paroi intérieure pour garantir un sablage uniforme. Le bras doit être équipé de joints flexibles pour naviguer dans les légères courbures des pipelines sans se coincer. Deuxièmement, le système de livraison de l'abrasif doit utiliser de l'air haute pression pour transporter des billes d'acier ou du grit d'acier à un débit stable de 200 à 300 kg/min, prévenant les bouchons qui pourraient perturber le processus de sablage. Troisièmement, le cadre de la machine doit adopter un design modulaire, facilitant le démontage et le transport vers les chantiers de construction, ce qui est essentiel pour le prétraitement des pipelines sur site. De plus, l'intégration d'un système d'accouplement à connexion rapide permet aux opérateurs d'assembler la machine de nettoyage des tuyaux en peu de temps, réduisant ainsi les temps d'arrêt entre les projets. La conception structurelle doit également comprendre un boîtier protecteur pour empêcher le rebond de l'abrasif et les fuites de poussière pendant le sablage, garantissant le respect des normes environnementales. Ces caractéristiques structurelles permettent collectivement à la machine de nettoyage par sablage de la paroi intérieure/extérieure des tuyaux de relever les défis uniques du traitement de la paroi intérieure des pipelines longue distance, offrant un retrait complet de la rouille et de l'échelle, essentiel pour l'adhérence des revêtements anti-corrosion ultérieurs.
Comment optimiser les paramètres de sablage pour le traitement de la paroi intérieure des pipelines longue distance?
L'optimisation des paramètres de sablage est une étape clé pour garantir que la machine de nettoyage des tuyaux obtienne des résultats idéaux de prétraitement anti-corrosion pour les pipelines longue distance. Tout d'abord, le choix de l'abrasif est critique : pour les pipelines avec une rouille et une échelle épaisses, le grit d'acier angulaire (1,0-1,5 mm) est préféré pour sa forte force d'impact, tandis que les billes d'acier sphériques (0,8-1,2 mm) conviennent aux pipelines nécessitant une finition de surface lisse après sablage. La dureté de l'abrasif doit être HV 450-550 pour équilibrer l'efficacité de nettoyage et la protection de la paroi du pipeline, évitant un sur-sablage qui pourrait amincir la paroi du tuyau. Deuxièmement, la pression de sablage doit être ajustée en fonction du diamètre du pipeline—pour les pipelines de grand diamètre (≥1000mm), une pression de 0,7-0,9 MPa assure une couverture complète, tandis que les pipelines de petit diamètre (≤500mm) nécessitent une pression inférieure (0,5-0,7 MPa) pour éviter l'accumulation d'abrasif dans les coins morts. Third, the rotation speed of the shot blasting arm should be synchronized with the machine’s forward speed; a rotation speed of 10-15 rpm and forward speed of 0.2-0.5m/min ensures each area of the pipe inner wall is blasted 3-5 times, meeting the Sa2.5 anti-corrosion standard. Additionally, real-time monitoring of shot blasting parameters via sensors helps operators adjust pressure and flow rate promptly if inconsistencies are detected during shot blasting. Proper parameter optimization not only improves the cleaning quality of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine but also reduces abrasive consumption by 15-20%, lowering operational costs for long-distance pipeline projects.

How to Integrate Dust Removal and Abrasive Recovery Systems into Pipe Inner Wall Shot Blasting Machines?
Integrating efficient dust removal and abrasive recovery systems is indispensable for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline pretreatment, as it ensures environmental compliance and cost-effectiveness. First, the dust removal system should adopt a two-stage filtration process: a primary cyclone separator to capture large abrasive particles and a secondary HEPA filter to trap fine dust, achieving a dust removal efficiency of over 99%. This system prevents dust from escaping into the atmosphere during shot blasting, protecting workers’ health and meeting strict industrial emission standards. Second, the abrasive recovery system must use a vacuum suction mechanism to collect used abrasives from the bottom of the pipeline, separating reusable abrasives from debris and dust via a vibration sieve. The recovered abrasives can be reused up to 50 times, significantly reducing abrasive procurement costs for large-scale pipeline projects. The system should also be equipped with a level sensor to monitor abrasive levels in the storage tank, automatically refilling the shot blasting arm to maintain consistent flow. For on-site construction, the dust removal and recovery systems should be mounted on a mobile platform, allowing them to move in tandem with the Pipe Cleaning Machine as it processes long-distance pipelines. This integration not only enhances the environmental performance of the shot blasting operation but also improves the overall efficiency of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine, minimizing downtime for abrasive refills and dust disposal.

What On-Site Adaptability Design Improvements Are Needed for Pipe Inner Wall Shot Blasting Machines?
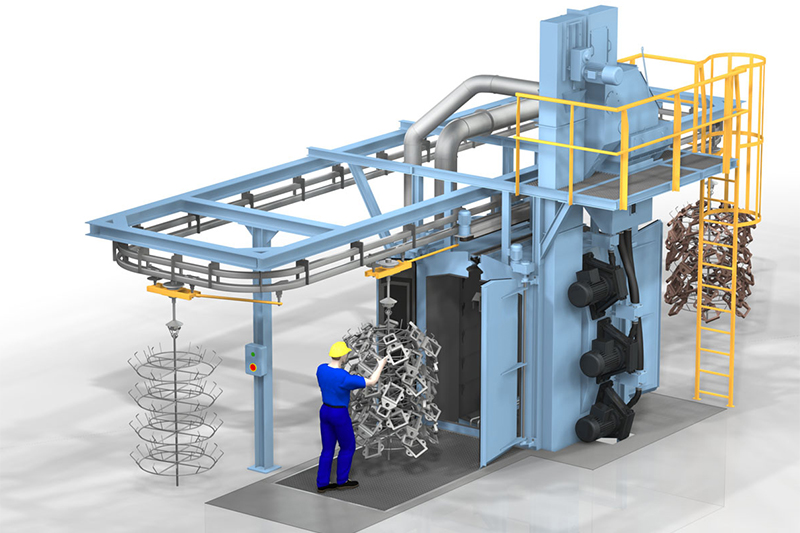
On-site adaptability is a crucial design consideration for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline anti-corrosion pretreatment, as these projects are often conducted in remote or harsh environments. First, the machine should be powered by both electric and diesel engines, allowing it to operate in areas without access to grid electricity. The diesel engine should be energy-efficient and low-emission to meet environmental requirements for outdoor construction. Second, the machine’s control system should include a remote operation module, enabling operators to control the shot blasting process from a safe distance of 50-100 meters, avoiding exposure to dust and noise. The remote module should display real-time data such as shot blasting pressure, abrasive flow rate, and arm position, facilitating quick adjustments if issues arise during shot blasting. Third, the machine should be equipped with a self-leveling mechanism to maintain stability on uneven construction sites, preventing the shot blasting arm from deviating and causing uneven cleaning. Additionally, the Pipe Cleaning Machine should be compatible with different pipeline materials, including carbon steel, stainless steel, and ductile iron, by adjusting shot blasting parameters and abrasive types without major structural modifications. For underwater pipeline projects, a waterproof enclosure can be added to protect the machine’s electrical components. These on-site adaptability design improvements ensure the Pipe Inner/Outer Wall Shot Blast Cleaning Machine can perform reliably in diverse working conditions, making it a versatile solution for long-distance pipeline anti-corrosion pretreatment.
Conclusion
Scientific design ensures pipe inner wall shot blasting machines meet long-distance pipeline needs.