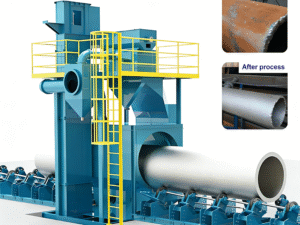
Un mal pretratamiento de la pared interna del conducto causa corrosión; máquinas de granallado optimizadas garantizan efectos anticorrosivos a largo plazo.
Esta guía detalla el diseño de máquinas de limpieza por granallado de la pared interna/externa del conducto para el pretratamiento anticorrosivo de tuberías de larga distancia, mejorando la eficiencia y calidad del granallado.
Explore los elementos clave de diseño de las máquinas de limpieza de tuberías profesionales a continuación.
¿Qué características de diseño estructural son requeridas para las máquinas de granallado de la pared interna del conducto?
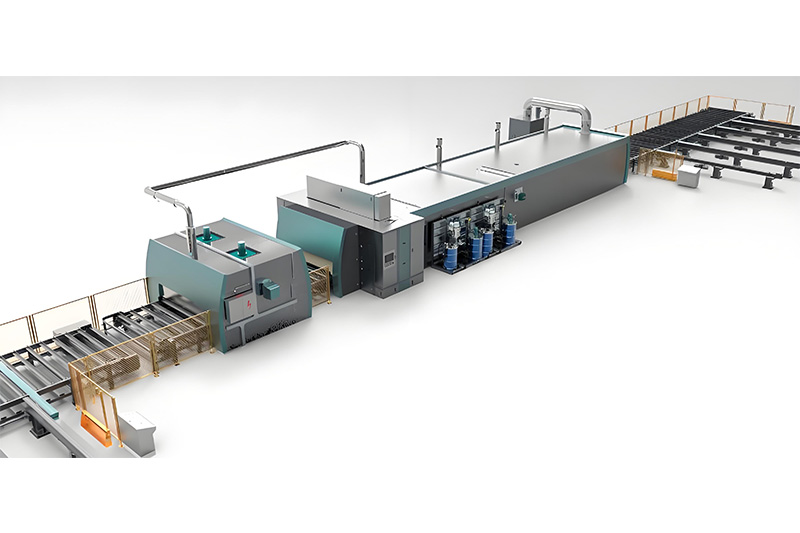
El diseño estructural de las máquinas de limpieza por granallado de la pared interna/externa del conducto para tuberías de larga distancia debe priorizar la adaptabilidad, eficiencia y estabilidad.. Primero, el componente central es el brazo de granallado telescópico, que necesita extenderse de 50 a 100 metros para cubrir toda la longitud de las tuberías de larga distancia mientras mantiene una distancia constante de la pared interna para asegurar un granallado uniforme. El brazo debe estar equipado con juntas flexibles para navegar ligeras curvas en las tuberías sin quedar atascado. En segundo lugar, el sistema de entrega de abrasivos debe utilizar aire a alta presión para transportar balas de acero o granalla de acero a un caudal estable de 200-300 kg/min, previniendo obstrucciones que interrumpirían el proceso de granallado. En tercer lugar, el marco de la máquina debe adoptar un diseño modular, lo que facilita el desensamble y transporte a los sitios de construcción, lo cual es crítico para el pretratamiento de tuberías en el lugar. Además, integrar un sistema de acoplamiento de conexión rápida permite a los operadores ensamblar la Máquina de Limpieza de Tubos en poco tiempo, reduciendo el tiempo de inactividad entre proyectos. El diseño estructural también necesita incluir un casing protector para prevenir el rebote del abrasivo y la fuga de polvo durante el granallado, asegurando el cumplimiento de las normas ambientales. Estas características estructurales permiten que la Máquina de Limpieza por Granallado de la Pared Interna/Externa del Conducto maneje los desafíos únicos del tratamiento de la pared interna de tuberías de larga distancia, proporcionando una eliminación completa de óxido y sarro que es esencial para la adhesión posterior del recubrimiento anticorrosivo.
¿Cómo optimizar los parámetros de granallado para el tratamiento de la pared interna de tuberías de larga distancia?
Optimizar los parámetros de granallado es un paso clave para asegurar que la Máquina de Limpieza de Tubos logre resultados ideal de pretratamiento anticorrosivo para tuberías de larga distancia. Primero, la selección de abrasivos es crítica: para tuberías con óxido y sarro grueso, se prefiere la granalla de acero angular (1.0-1.5mm) por su fuerte fuerza de impacto, mientras que las balas de acero esféricas (0.8-1.2mm) son adecuadas para tuberías que requieren un acabado superficial liso después del granallado. La dureza del abrasivo debe ser HV 450-550 para equilibrar la eficiencia de limpieza y la protección de la pared de la tubería, evitando el sobre-granallado que podría adelgazar la pared del tubo. En segundo lugar, la presión de granallado debe ajustarse según el diámetro de la tubería—para tuberías de gran diámetro (≥1000mm), una presión de 0.7-0.9MPa asegura una cobertura completa, mientras que las tuberías de pequeño diámetro (≤500mm) requieren una presión más baja (0.5-0.7MPa) para prevenir la acumulación de abrasivos en las esquinas muertas. Third, the rotation speed of the shot blasting arm should be synchronized with the machine’s forward speed; a rotation speed of 10-15 rpm and forward speed of 0.2-0.5m/min ensures each area of the pipe inner wall is blasted 3-5 times, meeting the Sa2.5 anti-corrosion standard. Additionally, real-time monitoring of shot blasting parameters via sensors helps operators adjust pressure and flow rate promptly if inconsistencies are detected during shot blasting. Proper parameter optimization not only improves the cleaning quality of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine but also reduces abrasive consumption by 15-20%, lowering operational costs for long-distance pipeline projects.

How to Integrate Dust Removal and Abrasive Recovery Systems into Pipe Inner Wall Shot Blasting Machines?
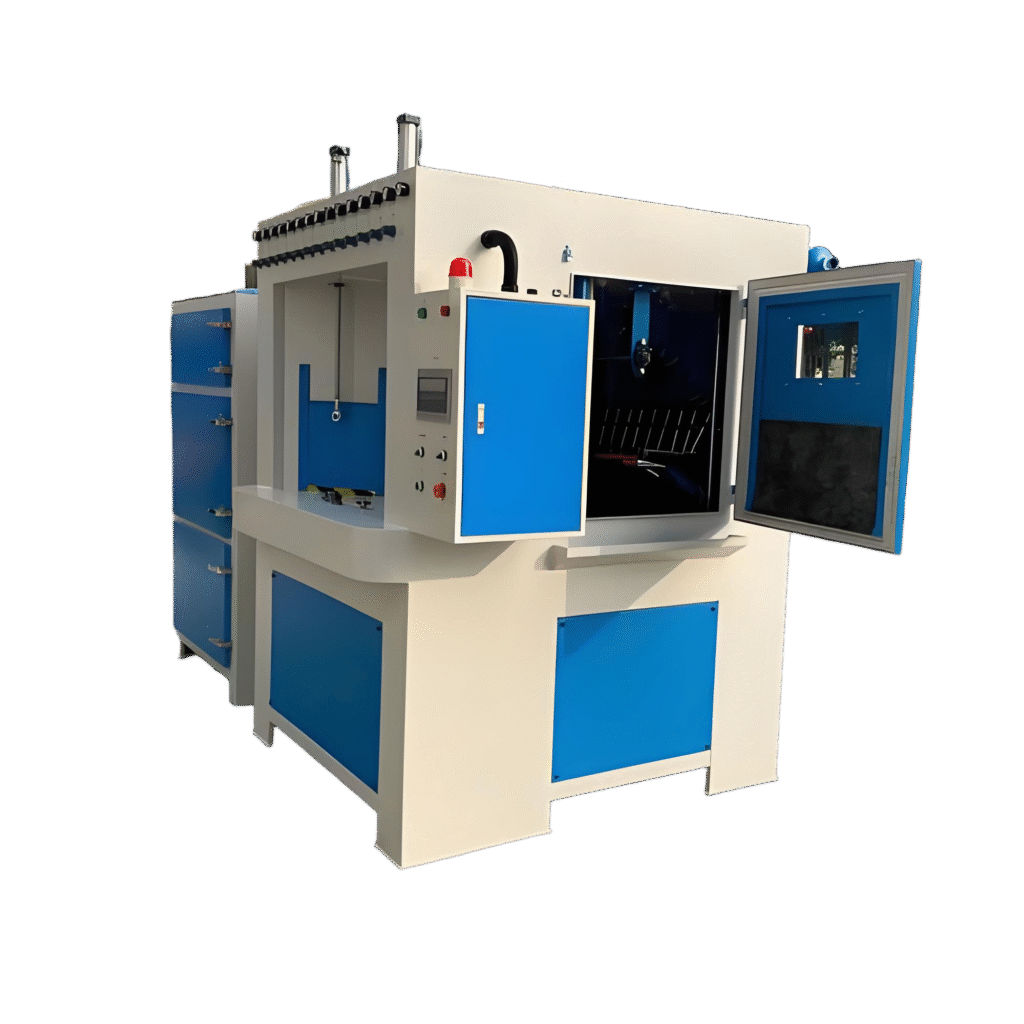
Integrating efficient dust removal and abrasive recovery systems is indispensable for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline pretreatment, as it ensures environmental compliance and cost-effectiveness. First, the dust removal system should adopt a two-stage filtration process: a primary cyclone separator to capture large abrasive particles and a secondary HEPA filter to trap fine dust, achieving a dust removal efficiency of over 99%. This system prevents dust from escaping into the atmosphere during shot blasting, protecting workers’ health and meeting strict industrial emission standards. Second, the abrasive recovery system must use a vacuum suction mechanism to collect used abrasives from the bottom of the pipeline, separating reusable abrasives from debris and dust via a vibration sieve. The recovered abrasives can be reused up to 50 times, significantly reducing abrasive procurement costs for large-scale pipeline projects. The system should also be equipped with a level sensor to monitor abrasive levels in the storage tank, automatically refilling the shot blasting arm to maintain consistent flow. For on-site construction, the dust removal and recovery systems should be mounted on a mobile platform, allowing them to move in tandem with the Pipe Cleaning Machine as it processes long-distance pipelines. This integration not only enhances the environmental performance of the shot blasting operation but also improves the overall efficiency of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine, minimizing downtime for abrasive refills and dust disposal.

What On-Site Adaptability Design Improvements Are Needed for Pipe Inner Wall Shot Blasting Machines?
On-site adaptability is a crucial design consideration for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline anti-corrosion pretreatment, as these projects are often conducted in remote or harsh environments. First, the machine should be powered by both electric and diesel engines, allowing it to operate in areas without access to grid electricity. The diesel engine should be energy-efficient and low-emission to meet environmental requirements for outdoor construction. Second, the machine’s control system should include a remote operation module, enabling operators to control the shot blasting process from a safe distance of 50-100 meters, avoiding exposure to dust and noise. The remote module should display real-time data such as shot blasting pressure, abrasive flow rate, and arm position, facilitating quick adjustments if issues arise during shot blasting. Third, the machine should be equipped with a self-leveling mechanism to maintain stability on uneven construction sites, preventing the shot blasting arm from deviating and causing uneven cleaning. Additionally, the Pipe Cleaning Machine should be compatible with different pipeline materials, including carbon steel, stainless steel, and ductile iron, by adjusting shot blasting parameters and abrasive types without major structural modifications. For underwater pipeline projects, a waterproof enclosure can be added to protect the machine’s electrical components. These on-site adaptability design improvements ensure the Pipe Inner/Outer Wall Shot Blast Cleaning Machine can perform reliably in diverse working conditions, making it a versatile solution for long-distance pipeline anti-corrosion pretreatment.
Conclusión
Scientific design ensures pipe inner wall shot blasting machines meet long-distance pipeline needs.