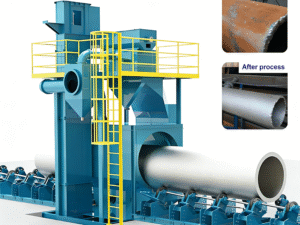
O pré-tratamento inadequado da parede interna do tubo causa corrosão; máquinas de jateamento otimizadas garantem efeitos anticorrosivos a longo prazo.
Este guia elabora sobre o design das Máquinas de Limpeza por Jateamento da Parede Interna/Externa de Tubos para pré-tratamento anticorrosivo de tubulações de longa distância, melhorando a eficiência e qualidade do jateamento.
Explore os principais elementos de design de máquinas profissionais de limpeza de tubos abaixo.
Quais recursos estruturais de design são necessários para máquinas de jateamento de parede interna de tubos?
O design estrutural das Máquinas de Limpeza por Jateamento da Parede Interna/Externa de Tubos para tubulações de longa distância deve priorizar adaptabilidade, eficiência e estabilidade.. Primeiro, o componente central é o braço de jateamento telescópico, que precisa se estender de 50 a 100 metros para cobrir todo o comprimento das tubulações de longa distância, mantendo uma distância consistente da parede interna para garantir um jateamento uniforme. O braço deve ser equipado com juntas flexíveis para navegar em curvas leves nas tubulações sem ficar preso. Em segundo lugar, o sistema de entrega de abrasivo deve usar ar de alta pressão para transportar granalha de aço ou grão de aço a uma taxa de fluxo estável de 200-300 kg/min, evitando entupimentos que possam interromper o processo de jateamento. Em terceiro lugar, a estrutura da máquina deve adotar um design modular, facilitando a montagem e o transporte para os locais de construção, o que é crítico para o pré-tratamento de tubulações no local. Além disso, a integração de um sistema de acoplamento rápido permite que os operadores montem a Máquina de Limpeza de Tubos em um curto período, reduzindo o tempo de inatividade entre projetos. O design estrutural também precisa incluir uma carcaça protetora para evitar o rebote do abrasivo e o vazamento de poeira durante o jateamento, garantindo conformidade com os padrões ambientais. Esses recursos estruturais coletivamente permitem que a Máquina de Limpeza por Jateamento da Parede Interna/Externa de Tubos lidere com os desafios únicos do tratamento da parede interna de tubulações de longa distância, proporcionando remoção completa de ferrugem e incrustações que são essenciais para a adesão subsequente do revestimento anticorrosivo.
Como otimizar os parâmetros de jateamento para o tratamento da parede interna de tubulações de longa distância?
Otimizar os parâmetros de jateamento é um passo fundamental para garantir que a Máquina de Limpeza de Tubos alcance resultados ideais de pré-tratamento anticorrosivo para tubulações de longa distância. Primeiro, a seleção do abrasivo é crítica: para tubulações com ferrugem e incrustações espessas, o grão de aço angular (1.0-1.5mm) é preferido devido à sua forte força de impacto, enquanto o granalha de aço esférica (0.8-1.2mm) é adequada para tubulações que requerem um acabamento superficial liso após o jateamento. A dureza do abrasivo deve ser HV 450-550 para equilibrar a eficiência da limpeza e a proteção da parede da tubulação, evitando jateamento excessivo que poderia afinar a parede do tubo. Em segundo lugar, a pressão do jateamento deve ser ajustada com base no diâmetro da tubulação—para tubulações de grande diâmetro (≥1000mm), uma pressão de 0.7-0.9MPa garante cobertura total, enquanto tubulações de pequeno diâmetro (≤500mm) requerem pressão mais baixa (0.5-0.7MPa) para evitar acumulação de abrasivo em cantos mortos. Third, the rotation speed of the shot blasting arm should be synchronized with the machine’s forward speed; a rotation speed of 10-15 rpm and forward speed of 0.2-0.5m/min ensures each area of the pipe inner wall is blasted 3-5 times, meeting the Sa2.5 anti-corrosion standard. Additionally, real-time monitoring of shot blasting parameters via sensors helps operators adjust pressure and flow rate promptly if inconsistencies are detected during shot blasting. Proper parameter optimization not only improves the cleaning quality of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine but also reduces abrasive consumption by 15-20%, lowering operational costs for long-distance pipeline projects.

How to Integrate Dust Removal and Abrasive Recovery Systems into Pipe Inner Wall Shot Blasting Machines?
Integrating efficient dust removal and abrasive recovery systems is indispensable for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline pretreatment, as it ensures environmental compliance and cost-effectiveness. First, the dust removal system should adopt a two-stage filtration process: a primary cyclone separator to capture large abrasive particles and a secondary HEPA filter to trap fine dust, achieving a dust removal efficiency of over 99%. This system prevents dust from escaping into the atmosphere during shot blasting, protecting workers’ health and meeting strict industrial emission standards. Second, the abrasive recovery system must use a vacuum suction mechanism to collect used abrasives from the bottom of the pipeline, separating reusable abrasives from debris and dust via a vibration sieve. The recovered abrasives can be reused up to 50 times, significantly reducing abrasive procurement costs for large-scale pipeline projects. The system should also be equipped with a level sensor to monitor abrasive levels in the storage tank, automatically refilling the shot blasting arm to maintain consistent flow. For on-site construction, the dust removal and recovery systems should be mounted on a mobile platform, allowing them to move in tandem with the Pipe Cleaning Machine as it processes long-distance pipelines. This integration not only enhances the environmental performance of the shot blasting operation but also improves the overall efficiency of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine, minimizing downtime for abrasive refills and dust disposal.

What On-Site Adaptability Design Improvements Are Needed for Pipe Inner Wall Shot Blasting Machines?
On-site adaptability is a crucial design consideration for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline anti-corrosion pretreatment, as these projects are often conducted in remote or harsh environments. First, the machine should be powered by both electric and diesel engines, allowing it to operate in areas without access to grid electricity. The diesel engine should be energy-efficient and low-emission to meet environmental requirements for outdoor construction. Second, the machine’s control system should include a remote operation module, enabling operators to control the shot blasting process from a safe distance of 50-100 meters, avoiding exposure to dust and noise. The remote module should display real-time data such as shot blasting pressure, abrasive flow rate, and arm position, facilitating quick adjustments if issues arise during shot blasting. Third, the machine should be equipped with a self-leveling mechanism to maintain stability on uneven construction sites, preventing the shot blasting arm from deviating and causing uneven cleaning. Additionally, the Pipe Cleaning Machine should be compatible with different pipeline materials, including carbon steel, stainless steel, and ductile iron, by adjusting shot blasting parameters and abrasive types without major structural modifications. For underwater pipeline projects, a waterproof enclosure can be added to protect the machine’s electrical components. These on-site adaptability design improvements ensure the Pipe Inner/Outer Wall Shot Blast Cleaning Machine can perform reliably in diverse working conditions, making it a versatile solution for long-distance pipeline anti-corrosion pretreatment.
Conclusão
Scientific design ensures pipe inner wall shot blasting machines meet long-distance pipeline needs.