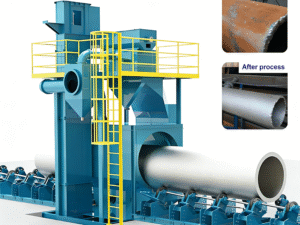
Pra-perawatan dinding dalam pipa yang buruk menyebabkan korosi; mesin tembak yang dioptimalkan memastikan efek anti-korosi jangka panjang.
Panduan ini menjelaskan tentang desain Mesin Pembersih Ledakan Dinding Dalam/D luar Pipa untuk pra-perawatan anti-korosi pipa jarak jauh, meningkatkan efisiensi dan kualitas ledakan tembak.
Jelajahi elemen desain kunci dari mesin pembersih pipa profesional di bawah ini.
Apa Fitur Desain Struktur Inti yang Diperlukan untuk Mesin Ledakan Tembak Dinding Dalam Pipa?
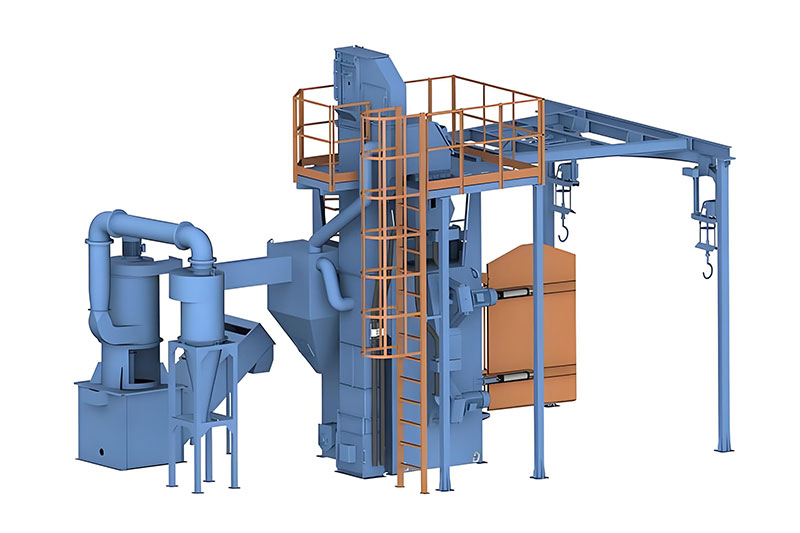
Desain struktur Mesin Pembersih Ledakan Dinding Dalam/D luar Pipa untuk pipa jarak jauh harus memprioritaskan adaptabilitas, efisiensi, dan stabilitas.. Pertama, komponen inti adalah lengan ledakan tembak teleskopik, yang perlu diperpanjang 50-100 meter untuk mencakup seluruh panjang pipa jarak jauh sambil menjaga jarak yang konsisten dari dinding dalam untuk memastikan ledakan tembak yang seragam. Lengan harus dilengkapi dengan sendi fleksibel untuk menavigasi lekukan kecil dalam pipa tanpa terjebak. Kedua, sistem pengiriman abrasif harus menggunakan udara bertekanan tinggi untuk mengangkut butiran baja atau grit baja dengan laju aliran stabil 200-300 kg/menit, mencegah kerak yang akan mengganggu proses ledakan tembak. Ketiga, kerangka mesin harus mengadopsi desain modular, memudahkan untuk dibongkar dan diangkut ke lokasi konstruksi, yang sangat penting untuk pra-perawatan pipa di lokasi. Selain itu, mengintegrasikan sistem penghubung cepat memungkinkan operator untuk merakit Mesin Pembersih Pipa dalam waktu singkat, mengurangi waktu henti antara proyek. Desain struktur juga perlu mencakup casing pelindung untuk mencegah pantulan abrasif dan kebocoran debu selama ledakan tembak, memastikan kepatuhan terhadap standar lingkungan. Fitur struktural ini secara kolektif memungkinkan Mesin Pembersih Ledakan Dinding Dalam/D luar Pipa untuk menangani tantangan unik dari perawatan dinding dalam pipa jarak jauh, memberikan penghapusan karat dan endapan yang menyeluruh yang sangat penting untuk daya lekat pelapisan anti-korosi selanjutnya.
Bagaimana Mengoptimalkan Parameter Ledakan Tembak untuk Perawatan Dinding Dalam Pipa Jarak Jauh?
Mengoptimalkan parameter ledakan tembak adalah langkah kunci untuk memastikan Mesin Pembersih Pipa mencapai hasil pra-perawatan anti-korosi yang ideal untuk pipa jarak jauh. Pertama, pemilihan abrasif sangat penting: untuk pipa dengan karat dan endapan yang tebal, grit baja sudut (1.0-1.5mm) lebih disukai karena kekuatan dampaknya yang kuat, sementara butiran baja bulat (0.8-1.2mm) cocok untuk pipa yang memerlukan penyelesaian permukaan halus setelah ledakan tembak. Kekerasan abrasif harus HV 450-550 untuk menyeimbangkan efisiensi pembersihan dan perlindungan dinding pipa, menghindari ledakan berlebih yang dapat mengurangi ketebalan dinding pipa. Kedua, tekanan ledakan tembak harus disesuaikan berdasarkan diameter pipa—untuk pipa berdiameter besar (≥1000mm), tekanan 0.7-0.9MPa memastikan cakupan penuh, sementara pipa berdiameter kecil (≤500mm) memerlukan tekanan lebih rendah (0.5-0.7MPa) untuk mencegah akumulasi abrasif di sudut-sudut mati. Third, the rotation speed of the shot blasting arm should be synchronized with the machine’s forward speed; a rotation speed of 10-15 rpm and forward speed of 0.2-0.5m/min ensures each area of the pipe inner wall is blasted 3-5 times, meeting the Sa2.5 anti-corrosion standard. Additionally, real-time monitoring of shot blasting parameters via sensors helps operators adjust pressure and flow rate promptly if inconsistencies are detected during shot blasting. Proper parameter optimization not only improves the cleaning quality of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine but also reduces abrasive consumption by 15-20%, lowering operational costs for long-distance pipeline projects.

How to Integrate Dust Removal and Abrasive Recovery Systems into Pipe Inner Wall Shot Blasting Machines?
Integrating efficient dust removal and abrasive recovery systems is indispensable for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline pretreatment, as it ensures environmental compliance and cost-effectiveness. First, the dust removal system should adopt a two-stage filtration process: a primary cyclone separator to capture large abrasive particles and a secondary HEPA filter to trap fine dust, achieving a dust removal efficiency of over 99%. This system prevents dust from escaping into the atmosphere during shot blasting, protecting workers’ health and meeting strict industrial emission standards. Second, the abrasive recovery system must use a vacuum suction mechanism to collect used abrasives from the bottom of the pipeline, separating reusable abrasives from debris and dust via a vibration sieve. The recovered abrasives can be reused up to 50 times, significantly reducing abrasive procurement costs for large-scale pipeline projects. The system should also be equipped with a level sensor to monitor abrasive levels in the storage tank, automatically refilling the shot blasting arm to maintain consistent flow. For on-site construction, the dust removal and recovery systems should be mounted on a mobile platform, allowing them to move in tandem with the Pipe Cleaning Machine as it processes long-distance pipelines. This integration not only enhances the environmental performance of the shot blasting operation but also improves the overall efficiency of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine, minimizing downtime for abrasive refills and dust disposal.

What On-Site Adaptability Design Improvements Are Needed for Pipe Inner Wall Shot Blasting Machines?
On-site adaptability is a crucial design consideration for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline anti-corrosion pretreatment, as these projects are often conducted in remote or harsh environments. First, the machine should be powered by both electric and diesel engines, allowing it to operate in areas without access to grid electricity. The diesel engine should be energy-efficient and low-emission to meet environmental requirements for outdoor construction. Second, the machine’s control system should include a remote operation module, enabling operators to control the shot blasting process from a safe distance of 50-100 meters, avoiding exposure to dust and noise. The remote module should display real-time data such as shot blasting pressure, abrasive flow rate, and arm position, facilitating quick adjustments if issues arise during shot blasting. Third, the machine should be equipped with a self-leveling mechanism to maintain stability on uneven construction sites, preventing the shot blasting arm from deviating and causing uneven cleaning. Additionally, the Pipe Cleaning Machine should be compatible with different pipeline materials, including carbon steel, stainless steel, and ductile iron, by adjusting shot blasting parameters and abrasive types without major structural modifications. For underwater pipeline projects, a waterproof enclosure can be added to protect the machine’s electrical components. These on-site adaptability design improvements ensure the Pipe Inner/Outer Wall Shot Blast Cleaning Machine can perform reliably in diverse working conditions, making it a versatile solution for long-distance pipeline anti-corrosion pretreatment.
Kesimpulan
Scientific design ensures pipe inner wall shot blasting machines meet long-distance pipeline needs.