A rugosidade de fundição não controlada após o jateamento afeta a qualidade; métodos científicos garantem resultados estáveis de máquina de jateamento.
Este guia detalha métodos práticos para controlar a rugosidade de fundição durante o jateamento, otimizando as operações da jateadora e garantindo a qualidade da fundição.
Explore técnicas chave e precauções para um controle preciso da rugosidade de fundição no jateamento abaixo.
Por que o controle da rugosidade de fundição é crítico no jateamento?
Controlar a rugosidade de fundição durante o jateamento é uma ligação essencial no processamento de fundição, determinando diretamente a qualidade, desempenho e eficiência do processamento subsequente das fundições.
- Uma rugosidade excessivamente alta após o jateamento aumentará a dificuldade dos processos subsequentes, como pintura, galvanoplastia e montagem, levando à má adesão de revestimentos, distribuição desigual de tensões e redução da vida útil das fundições.
- Por outro lado, uma rugosidade excessivamente baixa reduzirá a força de adesão entre a superfície da fundição e o revestimento ou peças de encaixe, afetando a estabilidade estrutural geral. Para diferentes tipos de fundições (como fundições automotivas, fundições de máquinas de engenharia e fundições de precisão), a faixa de rugosidade requerida varia significativamente—o controle preciso garante que as fundições atendam aos padrões de design.
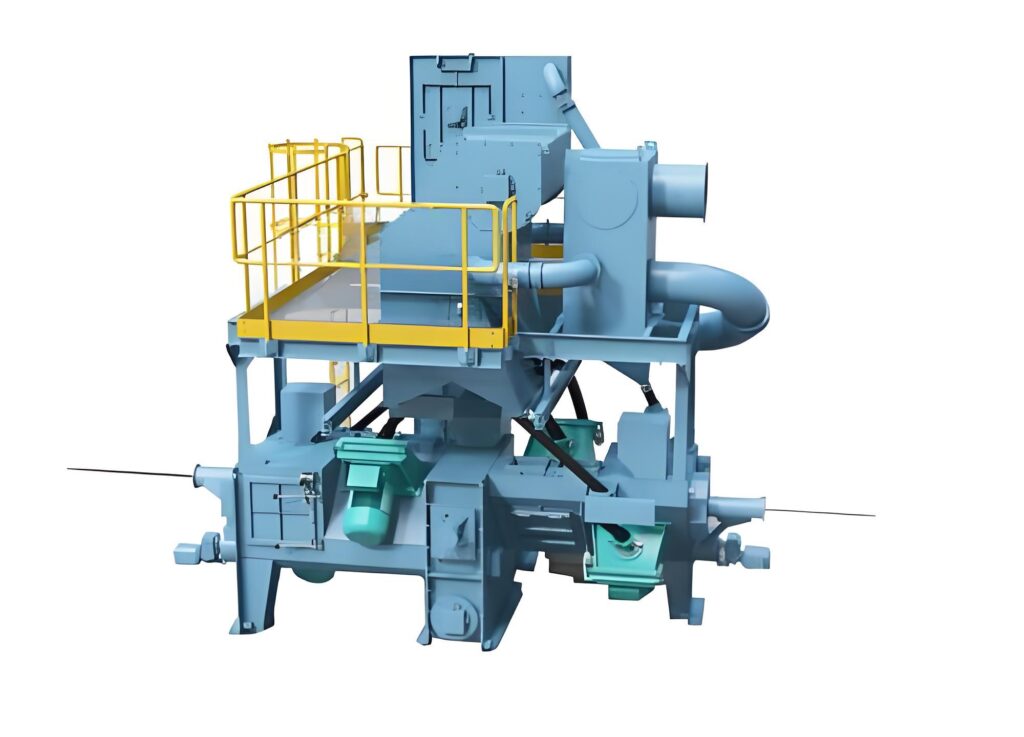
Além disso, uma rugosidade de fundição estável reduz as taxas de retrabalho, diminui os custos de produção e melhora a competitividade dos produtos. Nas operações de jateamento, o desempenho da jateadora, os parâmetros da máquina de jateamento e a seleção do abrasivo afetam todos a rugosidade da fundição, portanto, dominar métodos de controle científico é essencial para um jateamento de alta qualidade.
Como Selecionar Abrasivos Adequados para Controlar a Rugosidade da Fundição?
A seleção do abrasivo é a base do controle da rugosidade da fundição durante o jateamento, pois o tipo, o tamanho das partículas e a dureza dos abrasivos afetam diretamente o efeito de impacto do jateamento nas fundições.
- Escolha o tipo certo de abrasivo: para fundições que requerem rugosidade moderada (Ra 1.6-6.3μm), o esférico de aço é preferido, pois tem uma superfície lisa e força de impacto uniforme, resultando em uma superfície de fundição consistente. Para fundições que necessitam de rugosidade ligeiramente maior (Ra 6.3-12.5μm), a areia de aço angular pode ser utilizada, pois suas bordas afiadas podem criar texturas de superfície mais profundas. Evite usar abrasivos mistos com formas inconsistentes, pois eles causarão rugosidade desigual.
- Controle o tamanho das partículas do abrasivo com precisão: quanto maior o tamanho das partículas do abrasivo, maior a rugosidade da fundição; quanto menor o tamanho das partículas, menor a rugosidade. De acordo com a rugosidade requerida, selecione abrasivos com uma faixa de tamanho de partículas de 0.5-2.0mm, e use uma peneira de múltiplas camadas para filtrar impurezas e partículas irregulares antes de adicioná-las à jateadora.
- Combine a dureza do abrasivo com o material da fundição: abrasive hardness should be 10-20% higher than the casting’s hardness—overly hard abrasives will cause excessive roughness, while overly soft abrasives will fail to meet cleaning and roughness requirements. Proper abrasive selection can lay a solid foundation for precise roughness control in shot blast.

How to Adjust Shot Blaster Parameters to Control Casting Roughness?
Adjusting shot blaster parameters is the most direct and effective method to control casting roughness during shot blasting, as parameters such as machine shot speed, flow rate, and distance determine the impact intensity on castings.
- Control the projectile speed: the higher the projectile speed, the greater the impact force, and the higher the casting roughness. Install a variable frequency drive (VFD) on the shot blaster to adjust the impeller speed steplessly—for castings requiring low roughness, set the speed to 1200-1500rpm; for moderate roughness, set it to 1500-1800rpm; for high roughness, set it to 1800-2000rpm. Regularly calibrate the speed to ensure stability.
- Optimize the abrasive flow rate: excessive flow rate will cause overlapping impact on the casting surface, increasing roughness; insufficient flow rate will lead to uneven roughness. Adjust the flow rate to 70-80% of the shot blaster’s rated capacity, and use a flow meter to monitor in real time, ensuring uniform feeding.
- Control the shot blast distance and angle: the distance between the shot blaster’s nozzle and the casting should be 50-100mm—too close will increase roughness, too far will reduce impact effect. Maintain a 45-60° impact angle to ensure uniform surface treatment. Adjusting these parameters reasonably can achieve precise control of casting roughness.
How to Optimize Shot Blasting Operation Process for Roughness Control?
Optimizing the shot blasting operation process is crucial to ensuring consistent casting roughness, avoiding quality fluctuations caused by improper operation.
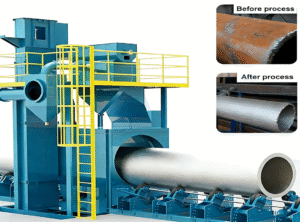
- Pre-treat castings before shot blast: remove oil, rust, and loose sand on the casting surface, as these impurities will affect the impact effect of machine shot and lead to uneven roughness. Use cleaning agents or high-pressure air to clean castings, ensuring a clean surface before o jateamento.
- Arrange castings reasonably: place castings in the shot blaster evenly, avoiding overlapping or shielding, ensuring that all surfaces are fully exposed to shot blast. For complex-shaped castings, adjust the placement angle or use a rotating fixture to ensure uniform impact.
- Control shot blasting time: the longer the shot blasting time, the higher the roughness—set the time according to the required roughness and casting material. For example, cast iron castings require 30-60 seconds, while steel castings require 60-90 seconds. Avoid over-blasting or under-blasting.
- Realizar inspeção pós-tiro de jateamento: usar um medidor de rugosidade para detectar a superfície de fundição após shot blasting, registrar os dados e ajustar os parâmetros do jateador ou os métodos de operação a tempo se a rugosidade exceder o padrão. Otimizar o processo de operação pode reduzir as flutuações de rugosidade e garantir qualidade estável.

Como Manter o Jateador para Garantir Controle Estável de Rugosidade?
A manutenção regular do jateador é essencial para manter seu desempenho, garantindo controle estável da rugosidade de fundição durante operações de jateamento a longo prazo.
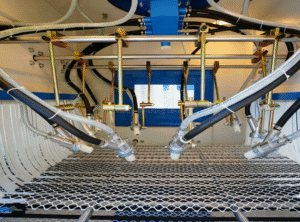
- Estabelecer uma rotina de manutenção diária: após cada shot blast operação, limpar o impulsor, bico, tubulação e funil do jateador para remover abrasivos residuais e detritos, que podem causar fluxo abrasivo desigual e afetar a rugosidade. Inspecionar o bico para desgaste—bicos desgastados alterarão a direção e intensidade do jateamento, levando à rugosidade desigual. Substituir bicos desgastados a tempo.
- Realizar manutenção semanal: lubrificar o motor do jateador, rolamentos e outras partes móveis para garantir operação suave. Verificar as lâminas do impulsor e a roda de jateamento quanto a desgaste e substituí-las se necessário, pois o desgaste desigual causará velocidade instável do projétil.
- Realizar manutenção mensal: calibrar os shot blaster’s manômetros de velocidade, vazão e pressão para garantir parâmetros precisos. Inspecionar o sistema de recuperação abrasiva para garantir operação normal, evitando desperdício de abrasivo e alimentação desigual.
Além disso, treinar os operadores para dominar as habilidades corretas de operação e manutenção, permitindo que identifiquem sinais precoces de anomalias no equipamento e tomem medidas oportunas. A manutenção adequada garante que o jateador opere de forma estável, proporcionando uma garantia para o controle preciso da rugosidade de fundição.
Conclusão
A seleção de abrasivos, ajuste de parâmetros e manutenção garantem controle preciso da rugosidade do jateamento de fundição.
Para orientação profissional sobre controle de rugosidade de jateamento de fundição e otimização de jateadores,
entre em contato conosco por e-mail: [email protected]