La rugosidad incontrolada de la fundición después del granallado afecta la calidad; los métodos científicos aseguran resultados estables en el granallado de la máquina.
Esta guía detalla métodos prácticos para controlar la rugosidad de las fundiciones durante el granallado, optimizando las operaciones de granallado y asegurando la calidad de la fundición.
Explore las técnicas clave y las precauciones para un control preciso de la rugosidad de las fundiciones en el granallado a continuación.
¿Por qué es crítico el control de la rugosidad de la fundición en el granallado?
Controlar la rugosidad de la fundición durante el granallado es un enlace fundamental en el procesamiento de la fundición, determinando directamente la calidad, el rendimiento y la eficiencia del procesamiento posterior de las fundiciones.
- Una rugosidad excesivamente alta después del granallado aumentará la dificultad de procesos posteriores como la pintura, el electrochapado y el ensamblaje, llevando a una mala adhesión de los recubrimientos, a una distribución desigual de tensiones y a una vida útil reducida de las fundiciones.
- Por el contrario, una rugosidad excesivamente baja reducirá la fuerza de unión entre la superficie de la fundición y el recubrimiento o las partes de acoplamiento, afectando la estabilidad estructural general. Para diferentes tipos de fundiciones (como fundiciones automotrices, fundiciones de maquinaria de ingeniería y fundiciones de precisión), el rango de rugosidad requerido varía significativamente; un control preciso asegura que las fundiciones cumplan con los estándares de diseño.
Además, una rugosidad de fundición estable reduce las tasas de retrabajo, disminuye los costos de producción y mejora la competitividad de los productos. En las operaciones de granallado, el rendimiento del granallador, los parámetros de granallado de la máquina y la selección de abrasivos afectan la rugosidad de la fundición, por lo que dominar los métodos de control científico es esencial para un granallado de alta calidad.
¿Cómo seleccionar abrasivos adecuados para controlar la rugosidad de la fundición?
La selección de abrasivos es la base del control de la rugosidad de la fundición durante el granallado, ya que el tipo, el tamaño de las partículas y la dureza de los abrasivos afectan directamente el efecto de impacto del granallado de la máquina en las fundiciones.
- Elija el tipo de abrasivo adecuado: para fundiciones que requieren rugosidad moderada (Ra 1.6-6.3μm), se prefiere el granallado de acero esférico, ya que tiene una superficie suave y una fuerza de impacto uniforme, lo que resulta en una superficie de fundición consistente. Para fundiciones que necesitan una rugosidad ligeramente superior (Ra 6.3-12.5μm), se puede usar granalla de acero angular, ya que sus bordes afilados pueden crear texturas superficiales más profundas. Evite utilizar abrasivos mezclados con formas inconsistentes, ya que causarán una rugosidad desigual.
- Controle el tamaño de las partículas de abrasivo de manera precisa: cuanto mayor sea el tamaño de las partículas abrasivas, mayor será la rugosidad del fundido; cuanto menor sea el tamaño de las partículas, menor será la rugosidad. Según la rugosidad requerida, seleccione abrasivos con un rango de tamaño de partículas de 0.5-2.0mm y use un tamiz de múltiples capas para filtrar impurezas y partículas irregulares antes de agregarlas al chorreador.
- Emparejar la dureza del abrasivo con el material de fundición: la dureza del abrasivo debe ser de 10-20% superior a la dureza del fundido: los abrasivos demasiado duros causarán una rugosidad excesiva, mientras que los abrasivos demasiado blandos no cumplirán con los requisitos de limpieza y rugosidad. La selección adecuada de abrasivos puede sentar una base sólida para un control preciso de la rugosidad en el chorreado.

¿Cómo ajustar los parámetros del chorreado para controlar la rugosidad del fundido?
Ajustar los parámetros del chorreado es el método más directo y efectivo para controlar la rugosidad del fundido durante el chorreado, ya que parámetros como la velocidad del disparo de la máquina, la tasa de flujo y la distancia determinan la intensidad del impacto en los fundidos.
- Controlar la velocidad del proyectil: cuanto mayor sea la velocidad del proyectil, mayor será la fuerza de impacto y mayor será la rugosidad del fundido. Instale un variador de frecuencia (VFD) en el chorreado para ajustar la velocidad del impulsor sin escalonamientos; para los fundidos que requieren baja rugosidad, ajuste la velocidad a 1200-1500rpm; para rugosidad moderada, ajústelo a 1500-1800rpm; para alta rugosidad, ajústelo a 1800-2000rpm. Calibre regularmente la velocidad para garantizar la estabilidad.
- Optimizar la tasa de flujo del abrasivo: una tasa de flujo excesiva provocará un impacto superpuesto en la superficie del fundido, aumentando la rugosidad; una tasa de flujo insuficiente conducirá a una rugosidad desigual. Ajuste la tasa de flujo al 70-80% de la capacidad nominal del chorreado, y utilice un medidor de flujo para monitorear en tiempo real, asegurando una alimentación uniforme.
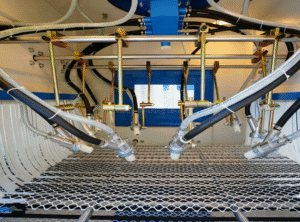
- Controlar la distancia y el ángulo del chorreado: la distancia entre la boquilla del chorreado y el fundido debe ser de 50-100mm: demasiado cerca aumentará la rugosidad, demasiado lejos reducirá el efecto del impacto. Mantenga un ángulo de impacto de 45-60° para asegurar un tratamiento superficial uniforme. Ajustar razonablemente estos parámetros puede lograr un control preciso de la rugosidad del fundido.
¿Cómo optimizar el proceso de operación del chorreado para el control de rugosidad?
Optimizar el proceso de operación del chorreado es crucial para asegurar una rugosidad consistente en los fundidos, evitando fluctuaciones de calidad causadas por una operación inadecuada.
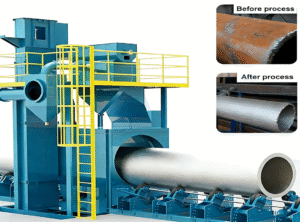
- Pretratar los fundidos antes del chorreado: quitar el aceite, óxido y arena suelta de la superficie del fundido, ya que estas impurezas afectarán el efecto del impacto del disparo de la máquina y llevarán a una rugosidad desigual. Utilice agentes de limpieza o aire a presión para limpiar los fundidos, asegurándose de que la superficie esté limpia antes de shot blasting.
- Organizar los fundidos razonablemente: coloque los fundidos en el chorreado de manera uniforme, evitando superposiciones o sombras, asegurando que todas las superficies estén completamente expuestas al chorreado. Para fundidos de formas complejas, ajuste el ángulo de colocación o use un dispositivo de rotación para asegurar un impacto uniforme.
- Control del tiempo de chorro de granallado: cuanto más largo sea el tiempo de chorro de granallado, mayor será la rugosidad; ajuste el tiempo según la rugosidad requerida y el material de fundición. Por ejemplo, las piezas fundidas de hierro fundido requieren de 30 a 60 segundos, mientras que las piezas fundidas de acero requieren de 60 a 90 segundos. Evite el sobre-granallado o el sub-granallado.
- Realizar inspección posterior al chorro de granallado: utilice un probador de rugosidad para detectar la superficie de la fundición después calidad del granallado, registre los datos y ajuste los parámetros del granallador o los métodos de operación a tiempo si la rugosidad excede el estándar. Optimizar el proceso de operación puede reducir las fluctuaciones de rugosidad y garantizar una calidad estable.

¿Cómo mantener el granallador para asegurar un control estable de la rugosidad?
El mantenimiento regular del granallador es esencial para mantener su rendimiento, asegurando un control estable de la rugosidad de la fundición durante las operaciones de granallado a largo plazo.
- Establecer una rutina de mantenimiento diario: después de cada operación de granallado , limpie el impulsor, la boquilla, el conducto y el embudo del granallador para eliminar abrasivos residuales y escombros, que pueden causar un flujo de abrasivo desigual y afectar la rugosidad. Inspeccione la boquilla en busca de desgaste; las boquillas desgastadas cambiarán la dirección e intensidad del chorro de granallado, llevando a una rugosidad desigual. Reemplace las boquillas desgastadas a tiempo.
- Realizar mantenimiento semanal: lubrique el motor, los rodamientos y otras partes móviles del granallador para asegurar un funcionamiento suave. Verifique las palas del impulsor y la rueda de granallado en busca de desgaste y reemplácelas si es necesario, ya que el desgaste desigual causará una velocidad de proyectiles inestable.
- Realizar mantenimiento mensual: calibre la velocidad del granallador , el caudal y los manómetros de presión para asegurar parámetros precisos. Inspeccione el sistema de recuperación de abrasivos para asegurar un funcionamiento normal, evitando el desperdicio de abrasivos y la alimentación desigual.
Además, capacite a los operadores para dominar las habilidades correctas de operación y mantenimiento, permitiéndoles identificar signos tempranos de anormalidades en el equipo y tomar medidas a tiempo. Un mantenimiento adecuado asegura que el granallador funcione de manera estable, proporcionando una garantía para un control preciso de la rugosidad de la fundición.
Conclusión
La selección de abrasivos, el ajuste de parámetros y el mantenimiento aseguran un control preciso de la rugosidad del chorro de granallado de la fundición.
Para orientación profesional sobre el control de la rugosidad del chorro de granallado de fundición y la optimización del granallador,
contáctenos por correo electrónico: [email protected]