Improper horizontal molding parameters cause iron casting defects; master key parameters for stable horizontal iron casting molding line.
This guide details key parameters affecting horizontal molding quality in iron casting, ensuring stable operation of horizontal iron casting molding line.
Explore each key parameter of horizontal molding and horizontal iron casting molding line below.
Parameter 1: Molding Sand Quality—Foundation of Horizontal Molding Quality
Molding sand quality is the most basic key parameter affecting the quality of horizontal molding in iron casting production, directly determining the stability of the horizontal iron casting molding line.
- The horizontal iron casting molding line relies on high-quality molding sand to form precise, durable molds for horizontal molding, as poor sand quality leads to common defects like sand holes, scabs, and mold collapse. Key indicators of molding sand quality for horizontal molding include permeability, strength, viscosity, and temperature—each must be strictly controlled to match the requirements of the horizontal iron casting molding line.
- For horizontal molding, the molding sand must have sufficient permeability to allow gas generated during iron casting to escape, preventing porosity in castings. It must also have appropriate strength to withstand the pressure of molten iron without deformation, a critical factor for the horizontal iron casting molding line’s continuous operation.
The horizontal iron casting molding line is equipped with sand mixing equipment to adjust these parameters, ensuring the molding sand is uniform and meets horizontal molding standards. Neglecting molding sand quality will disrupt the horizontal iron casting molding line, reduce horizontal molding efficiency, and increase casting rejection rates, making it a non-negligible parameter for iron casting production.

Parameter 2: Sand Compaction Pressure—Critical for Horizontal Molding Precision
Sand compaction pressure is another core parameter affecting horizontal molding quality, directly influencing the dimensional accuracy and surface finish of iron castings produced by the horizontal iron casting molding line.
- The horizontal iron casting molding line uses precise pressure control to compact molding sand into molds during horizontal molding—insufficient pressure leads to loose molds, which collapse under molten iron pressure, causing casting deformation.
- Tekanan berlebih, di sisi lain, membuat cetakan pasir terlalu padat, mengurangi permeabilitas dan menyebabkan cacat gas. Tekanan pemadatan optimal untuk pencetakan horizontal bervariasi berdasarkan ukuran pengecoran, kompleksitas, dan jenis pasir, dan jalur pencetakan besi horizontal dirancang untuk menyesuaikan parameter ini secara fleksibel. Untuk pengecoran besi kecil dan presisi, jalur pencetakan besi horizontal menggunakan tekanan lebih rendah untuk menghindari kerusakan cetakan pasir; untuk pengecoran besar dengan dinding tebal, tekanan yang lebih tinggi memastikan stabilitas cetakan.
Proses pencetakan horizontal mengandalkan tekanan pemadatan yang konsisten di seluruh cetakan, yang dicapai jalur pencetakan besi horizontal melalui sensor tekanan otomatis. Pengendalian tekanan pemadatan pasir secara efektif memastikan pencetakan horizontal menghasilkan pengecoran besi berpresisi tinggi dan menjaga operasi jalur pencetakan besi horizontal tetap stabil.

Parameter 3: Suhu Cetakan—Memastikan Pencetakan Horizontal dan Pembentukan Pengecoran yang Stabil
Suhu cetakan adalah parameter kunci yang secara langsung memengaruhi proses pembekuan besi cair dan kualitas pencetakan horizontal dalam produksi pengecoran besi, sangat terkait dengan efisiensi jalur pencetakan besi horizontal.
- The horizontal iron casting molding line harus mempertahankan suhu cetakan yang stabil selama horizontal molding untuk menghindari cacat seperti shutdown dingin, penyusutan, dan retak. Jika suhu cetakan terlalu rendah, besi cair membeku terlalu cepat, menyebabkan pengisian yang tidak lengkap dan shutdown dingin; jika terlalu tinggi, pembekuan tertunda, menyebabkan lubang penyusutan dan deformasi.
- The horizontal iron casting molding line dilengkapi dengan sistem kontrol suhu untuk menyesuaikan suhu cetakan sesuai dengan kebutuhan pencetakan horizontal—memanaskan cetakan ke rentang optimal sebelum pengecoran memastikan pembekuan yang merata.
- Untuk pencetakan horizontal dari pengecoran besi yang kompleks, besi horizontal jalur pencetakan menggunakan kontrol suhu lokal untuk mengatasi berbagai laju pendinginan di berbagai area cetakan.
Mempertahankan suhu cetakan yang tepat tidak hanya meningkatkan kualitas pencetakan horizontal tetapi juga memperpanjang umur komponen cetakan jalur pencetakan besi horizontal, mengurangi biaya pemeliharaan dan memastikan produksi yang berkelanjutan.

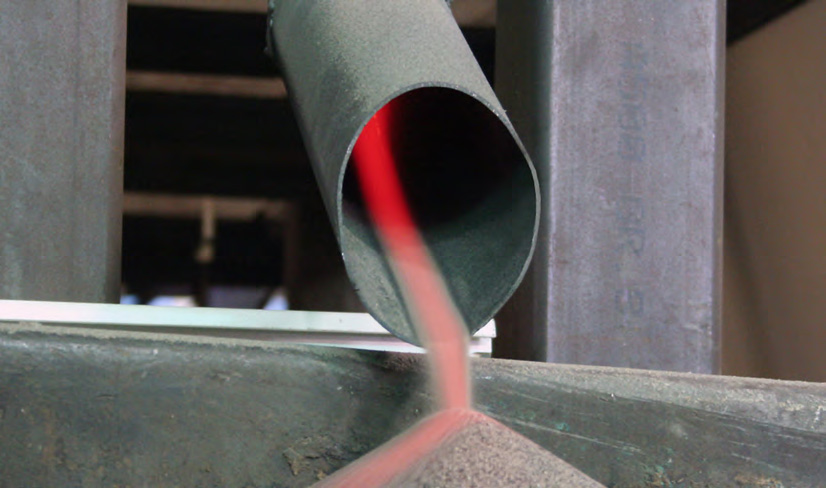
Parameter 4: Suhu dan Kecepatan Penuangan—Kunci Kesuksesan Pencetakan Horizontal
Suhu dan kecepatan penuangan adalah parameter kritis yang memengaruhi kualitas pencetakan horizontal, karena mereka menentukan bagaimana besi cair mengisi cetakan dalam jalur pencetakan besi horizontal.
- The horizontal iron casting molding line mengandalkan kontrol yang tepat dari kedua parameter ini untuk memastikan pengisian yang lengkap dan merata tanpa cacat. Suhu penuangan untuk pencetakan horizontalharus cukup tinggi untuk menjaga besi cair tetap cair tetapi tidak terlalu tinggi sehingga menyebabkan erosi cetakan atau oksidasi pengecoran.
- Suhu optimal bervariasi berdasarkan komposisi dan ukuran cor besi, dan garis penggilingan cor besi horizontal dikalibrasi untuk mempertahankan suhu ini secara konsisten. Kecepatan pouring juga sangat penting: terlalu cepat, dan besi cair memercik, menyebabkan erosi pasir dan pengisian yang tidak merata; terlalu lambat, dan besi cair mengeras terlalu cepat, mengakibatkan pengecoran yang tidak lengkap.
Besi horizontal jalur pencetakan menggunakan sistem pouring otomatis untuk mengontrol kecepatan, menyesuaikannya dengan sistem pintu cetakan dan persyaratan penggilingan horizontal. Koordinasi yang tepat dari suhu pouring dan kecepatan memastikan penggilingan horizontal menghasilkan cor besi tanpa cacat dan memaksimalkan produktivitas garis penggilingan cor besi horizontal.

Parameter 5: Pemisahan Cetakan dan Gaya Penjepit—Memastikan Presisi Penggilingan Horizontal
Pemisahan cetakan dan gaya penjepit adalah parameter kunci yang mempengaruhi penyelarasan dan stabilitas cetakan dalam penggilingan horizontal, secara langsung mempengaruhi kinerja garis penggilingan cor besi horizontal.
- The horizontal iron casting molding line menggunakan pemisahan cetakan horizontal, di mana cetakan dibagi menjadi dua bagian untuk memudahkan pengambilan cor—penyelarasan pemisahan yang tepat sangat penting untuk menghindari penyelarasan cor yang salah dan flash. Mekanisme penjepit jalur pencetakan besi horizontal’menerapkan gaya yang merata untuk menjaga agar dua bagian cetakan tetap bersama selama penggilingan horizontal, mencegah kebocoran besi cair dan pergerakan cetakan.
- Gaya penjepit yang tidak cukup menyebabkan pemisahan cetakan dan cacat cor; gaya yang berlebihan merusak cetakan dan meningkatkan aus pada garis penggilingan cor besi horizontal. Proses horizontal molding bergantung pada sistem penjepit otomatis garis penggilingan cor besi horizontal untuk menyesuaikan gaya berdasarkan ukuran dan kompleksitas cetakan.
Kontrol yang tepat dari pemisahan cetakan dan gaya penjepit memastikan penggilingan horizontal menghasilkan cor besi dengan presisi tinggi dan memperpanjang umur layanan dari komponen garis penggilingan cor besi horizontal.

Parameter 6: Waktu Pendinginan—Menjamin Kualitas Pengecoran Penggilingan Horizontal
Waktu pendinginan adalah parameter kritis yang mempengaruhi kualitas cor besi yang dihasilkan oleh penggilingan horizontal dan efisiensi garis penggilingan cor besi horizontal.
- The horizontal iron casting molding line harus mengontrol waktu pendinginan untuk memastikan besi cair mengeras secara lengkap dan merata, menghindari cacat seperti penyusutan, retakan, dan stres residu. Waktu pendinginan bervariasi berdasarkan ukuran cor, ketebalan, dan material—cor besi dengan dinding tebal memerlukan waktu pendinginan yang lebih lama untuk mencegah cacat internal, sementara cor dengan dinding tipis dapat mendingin lebih cepat untuk meningkatkan horizontal molding efisiensi.
- The horizontal iron casting molding line mengintegrasikan sistem pendinginan untuk menyesuaikan laju pendinginan, memastikan pendinginan yang konsisten di seluruh cor. Mempercepat proses pendinginan menyebabkan pengambilan cetakan yang prematur dan deformasi cor; waktu pendinginan yang terlalu lama mengurangi produktivitas garis penggilingan cor besi horizontal.
Pengendalian waktu pendinginan yang tepat menyeimbangkan kualitas penggilingan horizontal dan efisiensi, memastikan garis penggilingan cor besi horizontal menghasilkan cor besi berkualitas tinggi sambil mempertahankan throughput produksi yang optimal.
Kesimpulan
Mengontrol parameter kunci untuk memastikan kualitas pencetakan horizontal dan stabilitas lini pencetakan besi horizontal.
Untuk solusi pencetakan horizontal dan lini pencetakan besi horizontal,
email:[email protected]