Excessive abrasive consumption increases shot blast costs; practical tips control waste for cost-saving operations.
This guide shares practical tips to control shot blasting machine abrasive consumption, covering abrasive selection, equipment maintenance and shot blast process optimization.
Explore below to master key strategies for reducing abrasive waste in shot blasting.
How to Select the Right Abrasive to Minimize Consumption in Shot Blasting?
Selecting the appropriate abrasive is the foundation for controlling consumption in shot blasting machine operations, as improper selection directly leads to excessive waste. First, match the abrasive material to the workpiece: for high-hardness steel workpieces, choose high-carbon steel shot (HRC 58-62) which has strong wear resistance and long service life; for aluminum alloy or non-ferrous metal workpieces, use softer ceramic shot or glass bead to avoid unnecessary abrasive wear and workpiece damage. Second, control abrasive particle size: select the smallest particle size that meets the shot blast requirements—larger particles not only consume more per unit area but also are more likely to break. For general surface cleaning, 0.6-1.0mm abrasive is optimal; for surface strengthening, 0.3-0.5mm abrasive can achieve the effect with less consumption. Third, ensure abrasive purity: choose abrasives with impurity content ≤0.5%, as impurities will accelerate abrasive fragmentation and increase consumption. Additionally, avoid mixing different types or sizes of abrasives, which will cause uneven shot blast and increase overall consumption. Investing in high-quality, matched abrasives can reduce consumption by 20-30% in the long run.

How to Maintain Shot Blasting Machine to Reduce Abrasive Waste?
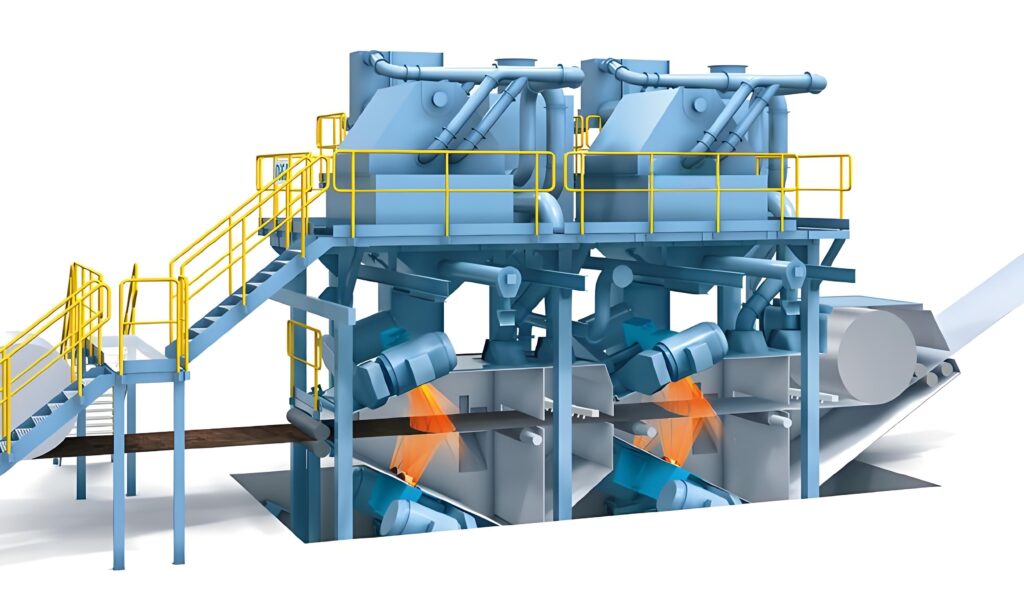
Regular and proper maintenance of the shot blasting machine is crucial to preventing excessive abrasive consumption, as worn or malfunctioning equipment components will cause abnormal abrasive loss. First, inspect and replace blast wheel components regularly: the blast wheel blade, impeller and control cage are key parts that directly contact abrasives. Worn blades (wear exceeding 3mm) will reduce shot velocity and cause incomplete shot blast, requiring more abrasives to achieve the effect; replace these parts every 800-1000 working hours. Second, check and adjust the abrasive recovery system: ensure the screw conveyor, bucket elevator and separator are unobstructed and functioning properly. A faulty recovery system will lead to uncollected usable abrasives, resulting in direct waste. Clean the separator screen weekly to prevent clogging, which affects the separation of usable abrasives from debris. Third, maintain the shot blasting machine’s sealing performance: check the chamber door seals, nozzle gaskets and pipeline connections for air leakage. Air leakage will reduce the effective shot velocity, forcing increased abrasive flow to compensate. Finally, lubricate moving parts regularly to ensure smooth operation of the shot blasting machine, avoiding equipment jams that cause abrasive accumulation and waste.

How to Optimize Shot Blast Process Parameters to Control Abrasive Consumption?
Optimizing shot blast process parameters can significantly reduce abrasive consumption while ensuring shot blast quality. First, adjust shot blast intensity reasonably: use the minimum Almen intensity that meets the process requirements—excessive intensity not only consumes more abrasives but also damages the workpiece surface. Conduct a test shot blast before mass production to determine the optimal intensity (generally 0.15-0.4A for most workpieces). Second, control shot flow rate: set the flow rate based on workpiece size and shot blast requirements—too high a flow rate is the main cause of excessive consumption. For small workpieces, 15-25 kg/min is sufficient; for large workpieces, 30-45 kg/min can meet the demand. Use a flow meter to monitor and adjust in real time. Third, optimize shot blast angle and distance: the ideal angle between the nozzle and the workpiece surface is 45-60°, and the distance is 150-250mm. This angle and distance maximize the utilization rate of abrasives, ensuring each particle exerts the maximum effect. Avoid steep angles or excessive distances, which will reduce shot efficiency and increase consumption. Additionally, shorten unnecessary shot blast time—stop the process immediately once the required surface quality is achieved. Process optimization can reduce abrasive consumption by 15-25% without affecting shot blast results.

What Are the Practical Management Measures to Reduce Abrasive Waste in Shot Blasting?
Effective management measures can complement equipment and process optimization to further control abrasive consumption. First, establish a regular abrasive inventory system: record the amount of abrasive added and the actual consumption per shift, which helps identify abnormal consumption in a timely manner. If consumption suddenly increases by more than 10%, check the shot blasting machine and process immediately for problems. Second, train operators: ensure operators are familiar with the correct operation of the shot blasting machine, including parameter adjustment, abrasive replacement and basic equipment inspection. Improper operation by untrained operators can increase consumption by 30% or more. Third, implement a classification shot blast system: group workpieces with similar shot blast requirements together for processing, avoiding frequent parameter adjustments and unnecessary abrasive waste caused by switching between different workpieces. Fourth, recycle and reuse abrasives properly: use a high-efficiency separator to separate usable abrasives from dust and debris, and ensure the recovery rate is ≥95%. For slightly worn abrasives, mix them with new abrasives in a 1:2 ratio for use, which can reduce the amount of new abrasives used. These management measures form a complete control system for abrasive consumption.
Conclusion
Scientific abrasive selection, machine maintenance and process optimization control shot blasting consumption.