การประสานงานที่ไม่ดีในสายการหล่อแนวนอนทำให้เกิดความไม่ประสบผล; ปรับปรุงการออกแบบเพื่อให้ทำงานได้อย่างราบรื่นในสายการหล่อเหล็กแนวนอน.
คู่มือนี้ละเอียดเกี่ยวกับการออกแบบสายการหล่อแนวนอน โดยมุ่งเน้นที่การประสานงานระหว่างเครื่องจักรหล่อและระบบสายพานเพื่อประสิทธิภาพในสายการหล่อเหล็กแนวนอน.
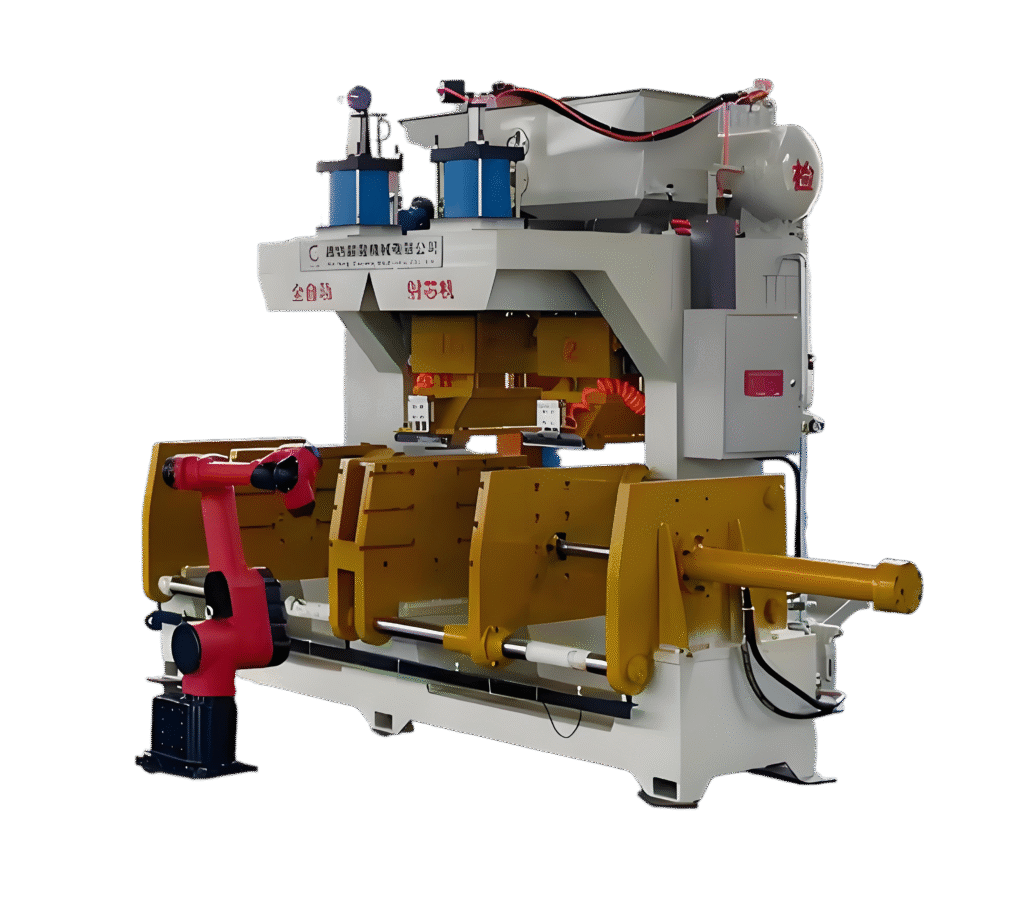
สำรวจการออกแบบสายการหล่อแนวนอนและการประสานงานระหว่างอุปกรณ์กับสายพานด้านล่าง.
ความสำคัญหลักของการประสานงานในออกแบบสายการหล่อแนวนอน
การประสานงานระหว่างเครื่องจักรหล่อและระบบสายพานเป็นหัวใจของการออกแบบสายการหล่อแนวนอน โดยตรงกำหนดประสิทธิภาพ ความเสถียร และคุณภาพของสายการหล่อเหล็กแนวนอน.
- การหล่อแนวนอนขึ้นอยู่กับการไหลของงานที่ไร้รอยต่อซึ่งแต่ละลิงค์, จากการสร้างแม่พิมพ์ไปยังการโอนหล่อ ทำงานร่วมกันอย่างกลมกลืน—นี่เป็นสิ่งสำคัญสำหรับสายการหล่อเหล็กแนวนอน ซึ่งจัดการการผลิตเหล็กที่มีปริมาณมากและมีความแม่นยำ. เครื่องจักร สายการหล่อแบบไม่มีแบบหล่อแนวนอน, ซึ่งเป็นส่วนประกอบสำคัญของหลายสายการหล่อแนวนอน ต้องการการประสานงานใกล้ชิดกับระบบสายพานเพื่อเพิ่มประสิทธิภาพ.
- หากไม่มีการประสานงานที่เหมาะสม, สายการหล่อแนวนอนจะประสบกับปัญหาคอขวด: เครื่องจักรหล่ออาจผลิตแม่พิมพ์ได้เร็วกว่าที่สายพานจะสามารถโอนถ่ายได้ ส่งผลให้เกิดการสะสมของแม่พิมพ์ หรือนำสายพานอาจเคลื่อนที่เร็วเกินไป ทำให้แม่พิมพ์เสียหาย ความไม่ประสบผลนี้ไม่เพียงลดผลผลิต แต่ยังเพิ่มต้นทุนแรงงานและข้อบกพร่องในการหล่อ.
- สายการหล่อแนวนอนที่ประสานงานได้อย่างดี, ซึ่งรวมเครื่องจักรหล่อ (รวมถึงเครื่องจักรหล่อแบบไม่มีแบบหล่อแนวนอน) และระบบสายพานอย่างมีประสิทธิภาพ รับรองการไหลของงานที่ต่อเนื่องและราบรื่น วางรากฐานสำหรับประสิทธิภาพสูงสุด. สายการหล่อเหล็กแนวนอน. ทุกแง่มุมของการออกแบบสายการหล่อแนวนอนต้องให้ความสำคัญกับการประสานงานนี้เพื่อปลดล็อกศักยภาพเต็มที่ของอุปกรณ์.

หลักการสำคัญของการประสานงานระหว่างเครื่องจักรหล่อและระบบสายพานในสายการหล่อแนวนอน
การออกแบบสายการหล่อแนวนอนที่ประสานงานได้ต้องปฏิบัติตามหลักการสำคัญที่ปรับเครื่องจักรหล่อ (เช่นเครื่องจักรหล่อแบบไม่มีแบบหล่อแนวนอน) เข้ากับระบบสายพาน รับรองความเข้ากันได้และประสิทธิภาพ.
- หลักการแรกคือการจับคู่ความเร็ว: ความเร็วในการผลิตของเครื่องจักรหล่อ (ไม่ว่าจะเป็นเครื่องจักรหล่อแนวนอนมาตรฐานหรือเครื่องจักรหล่อแบบไม่มีแบบหล่อแนวนอน) จะต้องเข้ากับความเร็วในการส่งของระบบสายพาน ยกตัวอย่างเช่น, เครื่องจักรหล่อแบบไม่มีแบบหล่อแนวนอน ที่มีอัตราการผลิตสูงต้องการระบบสายพานที่สามารถโอนถ่ายแม่พิมพ์ได้อย่างรวดเร็วโดยไม่มีความล่าช้า ป้องกันการสะสมในสายการหล่อแนวนอน.
- The second principle is spatial alignment: the conveyor system must be positioned to seamlessly receive molds from the molding machine, with precise alignment to avoid mold misalignment or damage during transfer. This is particularly important for horizontal iron casting molding line, where mold integrity directly affects casting quality.
- The third principle is flexibility: the horizontal molding line design should allow for adjustments in both molding machine speed and conveyor speed, adapting to different production demands and workpiece types.
- The fourth principle is reliability: both the เครื่องหล่อนี้ and conveyor system must be durable and consistent, as a single equipment failure can disrupt the entire horizontal molding line. Following these principles ensures that the horizontal molding line operates smoothly, with optimal coordination between all components.

Design Considerations for Horizontal Flaskless Molding Line Machine and Conveyor Coordination
The horizontal flaskless molding line machine is a specialized equipment in horizontal molding, and its coordination with conveyor systems requires specific design considerations to maximize the efficiency of the horizontal iron casting molding line.
- First, the horizontal flaskless molding line machine’s mold ejection system must be aligned with the conveyor belt, ensuring molds are smoothly transferred without jamming or damage. The horizontal flaskless molding line machine typically produces flaskless molds, which are lighter but require careful handling—conveyor systems should have soft, non-abrasive surfaces to protect the molds.
- Second, the horizontal flaskless molding line machine’s production cycle must be synchronized with the conveyor’s transfer cycle; this may require integrating a control system that links the two, adjusting speed in real time.
- Third, the conveyor system for horizontal flaskless molding line machine should include positioning sensors to ensure each mold is placed correctly on the conveyor, maintaining alignment throughout the horizontal molding process.
Additionally, the horizontal flaskless molding line machine’s sand feeding and compaction systems should be coordinated with the conveyor’s movement, ensuring that molds are fully formed before transfer. These considerations ensure that the horizontal flaskless molding line machine and conveyor system work in perfect harmony, enhancing the overall efficiency of the horizontal molding line.

การปรับปรุงการประสานงานสำหรับสายการหล่อเหล็กกล้าแนวนอน
สายการหล่อเหล็กกล้าแนวนอนมีข้อกำหนดเฉพาะสำหรับการประสานงานระหว่างเครื่องแบบหล่อและระบบลำเลียง เนื่องจากต้องจัดการกับการหล่อเหล็กกล้าที่มีน้ำหนักมากและต้องการความแม่นยำสูง.
- เพื่อเพิ่มประสิทธิภาพในการประสานงาน, การออกแบบสายการประทับรูปแบบแนวนอนควรเลือกเครื่องแบบหล่อ (รวมถึงเครื่องหล่อแบบไม่มีแบบหล่อแนวนอน) และระบบลำเลียงที่สอดคล้องกับการผลิตการหล่อเหล็กกล้า ระบบลำเลียงสำหรับ สายการหล่อเหล็กแนวนอน ต้องมีความแข็งแกร่งด้วยความสามารถในการรับน้ำหนักสูงเพื่อรองรับน้ำหนักของการหล่อเหล็กกล้าและแบบหล่อ.
- การประสานงานระหว่างเครื่องแบบหล่อ และระบบลำเลียงจะต้องคำนึงถึงเวลาการเย็นของการหล่อเหล็กกล้า—ระบบลำเลียงควรเคลื่อนที่ด้วยความเร็วที่เพียงพอในการเย็นขณะที่ยังรักษาประสิทธิภาพการผลิต.
นอกจากนี้ สายการหล่อเหล็กกล้าแนวนอน สายการหล่อ สามารถได้รับประโยชน์จากระบบควบคุมอัตโนมัติที่ตรวจสอบทั้งเครื่องแบบหล่อและระบบลำเลียงซึ่งสามารถตรวจจับและแก้ไขปัญหาการประสานงานได้ในเวลาจริง ตัวอย่างเช่น หากเครื่องแบบหล่อผลิตแบบหล่อที่มีข้อบกพร่อง ระบบควบคุมสามารถส่งสัญญาณให้ระบบลำเลียงข้ามมันไปได้ ป้องกันการล่าช้า ด้วยการเพิ่มประสิทธิภาพการประสานงานโดยเฉพาะสำหรับสายการหล่อเหล็กกล้าแนวนอน ผู้ผลิตสามารถลดข้อบกพร่อง ปรับปรุงประสิทธิภาพ และรับประกันการผลิตที่สม่ำเสมอของการหล่อเหล็กกล้าคุณภาพสูง.

ปัญหาการประสานงานที่พบบ่อยในการออกแบบสายการประทับรูปแบบแนวนอนและแนวทางแก้ไข
ในระหว่างการออกแบบสายการประทับรูปแบบแนวนอนอาจเกิดปัญหาการประสานงานทั่วไปหลายประการระหว่างเครื่องแบบหล่อและระบบลำเลียง แต่การแก้ปัญหาเฉพาะทางสามารถทำให้การดำเนินงานของสายการหล่อเหล็กกล้าแนวนอนเป็นไปอย่างราบรื่น.
- ปัญหาประการหนึ่งคือความเร็วไม่ตรงกัน: เครื่องแบบหล่อ (โดยเฉพาะ เครื่องจักรหล่อแบบไม่มีแบบหล่อแนวนอน) อาจทำงานเร็วกว่า ระบบลำเลียง ส่งผลให้เกิดการสะสมของแบบหล่อ วิธีแก้ไขคือการติดตั้งระบบลำเลียงที่มีความเร็วตัวแปรซึ่งสามารถปรับความเร็วให้ตรงกับผลผลิตของเครื่องแบบหล่อ หรืออัปเกรดระบบลำเลียงให้สามารถจัดการกับปริมาณที่สูงขึ้น.
- อีกปัญหาคือการเบี่ยงเบนของแบบหล่อระหว่างการถ่ายโอน, ซึ่งอาจทำให้แบบหล่อเสียหายและส่งผลกระทบต่อคุณภาพการหล่อ วิธีการแก้ไขคือการปรับแนวของพอร์ตการยิงของเครื่องแบบหล่อให้ตรงกับเส้นกลางของระบบลำเลียงและติดตั้งรางนำเพื่อคงสภาพของแบบหล่อให้มั่นคง.
- ปัญหาที่สามคือการสื่อสารล้มเหลวระหว่างเครื่องแบบหล่อและระบบลำเลียง, นำไปสู่วิธีการดำเนินการที่ไม่ตรงกัน วิธีแก้ไขคือการรวมระบบควบคุมส่วนกลางที่เชื่อมโยงส่วนประกอบทั้งหมดของ สายการประทับรูปแบบแนวนอน, ทำให้สามารถสื่อสารกันได้ในเวลาจริงและปรับพารามิเตอร์ได้.
นอกจากนี้ การสึกหรอของสายพานลำเลียงหรือส่วนประกอบของเครื่องจักรหล่อสามารถรบกวนการประสานงานได้ การบำรุงรักษาอย่างสม่ำเสมอและการเปลี่ยนชิ้นส่วนที่สึกหรออย่างทันท่วงทีเป็นสิ่งจำเป็น การแก้ไขปัญเหล่านี้ช่วยให้สายการหล่อแนวนอน รวมถึงเครื่องหล่อแนวนอนที่ไม่มีแบบและระบบลำเลียงเดินเครื่องได้อย่างประสานงานอย่างสมบูรณ์แบบ.

กรณีศึกษา: การออกแบบสายการหล่อแนวนอนที่ประสานงานสำหรับการหล่อเหล็ก
โรงหล่อขนาดกลางที่เชี่ยวชาญในการหล่อเหล็กได้ออกแบบสายการหล่อแนวนอนโดยมีการประสานงานที่เหมาะสมระหว่างเครื่องหล่อ เครื่องหล่อแนวนอนที่ไม่มีแบบ และระบบลำเลียง ทำให้เกิดการปรับปรุงอย่างมีนัยสำคัญ.
- ก่อนการออกแบบใหม่, สายการหล่อเหล็กแนวนอนของโรงหล่อประสบปัญหาการประสานงานที่ไม่ดี: การ เครื่องจักรหล่อแบบไม่มีแบบหล่อแนวนอน ผลิตแบบได้เร็วเกินไปกว่าที่สายพานลำเลียงจะสามารถขนส่งได้ นำไปสู่การสะสมและความเสียหายของแบบ ผลิตภัณฑ์หมุนเวียนใช้เวลานานและอัตราการปฏิเสธอยู่ที่ 8%.
- เพื่อแก้ไขปัญหานี้ โรงหล่อจึงออกแบบสายการหล่อแนวนอนใหม่, โดยมุ่งเน้นไปที่การประสานงาน: พวกเขาได้ติดตั้งระบบสายพานลำเลียงที่สามารถปรับความเร็วได้ซึ่งซิงโครไนซ์กับความเร็วการผลิตของเครื่องหล่อแนวนอนที่ไม่มีแบบ ปรับตำแหน่งเปิดการปลดแบบให้ตรงกับสายพานลำเลียง และรวมระบบควบคุมศูนย์กลางเข้าไป สายการหล่อแนวนอนทำงานได้อย่างราบรื่น: เครื่องหล่อแนวนอนที่ไม่มีแบบผลิตแบบซึ่งถูกขนส่งได้อย่างราบรื่นโดยสายพานลำเลียงไปยังสถานีเทและระบายความร้อน.
- การเพิ่มประสิทธิภาพการประสานงานลดระยะเวลาของการผลิตลง 30%, ลดอัตราการปฏิเสธลงเหลือ 2% และเพิ่มผลผลิตรายวันขึ้น 40% กรณีนี้แสดงให้เห็นถึงความสำคัญของการประสานงานในการ สายการประทับรูปแบบแนวนอน ออกแบบ โดยเฉพาะอย่างยิ่งสำหรับสายการหล่อเหล็กแนวนอนที่รวมเครื่องหล่อแนวนอนที่ไม่มีแบบและระบบลำเลียงเข้าไว้ด้วยกัน.
บทสรุป
เพิ่มประสิทธิภาพการออกแบบสายการหล่อแนวนอนเพื่อการประสานงานที่ราบรื่นระหว่างเครื่องจักรและสายพานลำเลียง.
สำหรับการออกแบบสายการหล่อแนวนอนและโซลูชันสายการหล่อเหล็กแนวนอน,
อีเมล: [email protected]