Poor coordination in horizontal molding lines causes inefficiencies; optimize design for smooth operation of horizontal iron casting molding line.
This guide details horizontal molding line design, focusing on coordination between molding machines and conveyor systems for efficient horizontal iron casting molding line.
Explore horizontal molding line design and equipment-conveyor coordination below.
The Core Significance of Coordination in Horizontal Molding Line Design
Coordination between molding machines and conveyor systems is the core of horizontal molding line design, directly determining the efficiency, stability, and quality of the horizontal iron casting molding line.
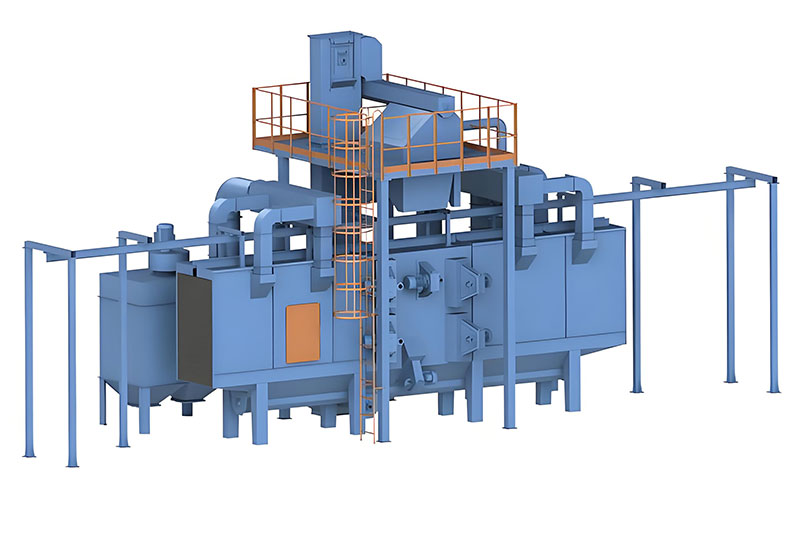
- Horizontal molding relies on a seamless workflow where each link, from mold formation to casting transfer, works in harmony—this is especially critical for the horizontal iron casting molding line, which handles high-volume, precision iron casting production. The horizontal flaskless molding line machine, as a key component of many horizontal molding lines, requires close coordination with conveyor systems to maximize its performance.
- Without proper coordination, the horizontal molding line will suffer from bottlenecks: molding machines may produce molds faster than conveyors can transfer them, leading to backlogs, or conveyors may move too quickly, causing mold damage. This inefficiency not only reduces production output but also increases labor costs and casting defects.
- A well-coordinated horizontal molding line, integrating molding machines (including horizontal flaskless molding line machine) and conveyor systems, ensures a continuous, smooth workflow, laying the foundation for a high-performance горизонтальная линия литья из чугуна. Every aspect of horizontal molding line design must prioritize this coordination to unlock the full potential of the equipment.

Key Principles of Coordination Between Molding Machines and Conveyor Systems in Horizontal Molding
Designing a coordinated horizontal molding line requires adhering to key principles that align molding machines (such as horizontal flaskless molding line machine) with conveyor systems, ensuring compatibility and efficiency.
- The first principle is speed matching: the production speed of the molding machine (whether a standard horizontal molding machine or horizontal flaskless molding line machine) must align with the conveying speed of the conveyor system. For example, a horizontal flaskless molding line machine with a high production rate requires a conveyor system that can quickly transfer molds without delay, preventing backlogs in horizontal molding.
- The second principle is spatial alignment: the conveyor system must be positioned to seamlessly receive molds from the molding machine, with precise alignment to avoid mold misalignment or damage during transfer. This is particularly important for horizontal iron casting molding line, where mold integrity directly affects casting quality.
- The third principle is flexibility: the horizontal molding line design should allow for adjustments in both molding machine speed and conveyor speed, adapting to different production demands and workpiece types.
- The fourth principle is reliability: both the molding machine and conveyor system must be durable and consistent, as a single equipment failure can disrupt the entire horizontal molding line. Following these principles ensures that the horizontal molding line operates smoothly, with optimal coordination between all components.

Design Considerations for Horizontal Flaskless Molding Line Machine and Conveyor Coordination
The horizontal flaskless molding line machine is a specialized equipment in horizontal molding, and its coordination with conveyor systems requires specific design considerations to maximize the efficiency of the horizontal iron casting molding line.
- First, the horizontal flaskless molding line machine’s mold ejection system must be aligned with the conveyor belt, ensuring molds are smoothly transferred without jamming or damage. The horizontal flaskless molding line machine typically produces flaskless molds, which are lighter but require careful handling—conveyor systems should have soft, non-abrasive surfaces to protect the molds.
- Second, the horizontal flaskless molding line machine’s production cycle must be synchronized with the conveyor’s transfer cycle; this may require integrating a control system that links the two, adjusting speed in real time.
- Third, the conveyor system for horizontal flaskless molding line machine should include positioning sensors to ensure each mold is placed correctly on the conveyor, maintaining alignment throughout the horizontal molding process.
Additionally, the horizontal flaskless molding line machine’s sand feeding and compaction systems should be coordinated with the conveyor’s movement, ensuring that molds are fully formed before transfer. These considerations ensure that the horizontal flaskless molding line machine and conveyor system work in perfect harmony, enhancing the overall efficiency of the horizontal molding line.

Оптимизация координации для горизонтальной линии формования чугуна
Горизонтальная линия формования чугуна имеет уникальные требования к координации между формовочными машинами и конвейерными системами, так как она обрабатывает тяжелые чугунные отливки и требует высокой точности.
- Чтобы оптимизировать координацию, дизайн горизонтальной линии формования должен сначала выбирать формовочные машины (включая горизонтальную безкорковую формовочную машину) и конвейерные системы, совместимые с производством чугунных отливок. Конвейерные системы для горизонтальная линия литья из чугуна должны быть прочными, с высокой грузоподъемностью, чтобы справляться с весом чугунных отливок и форм.
- Координация между формовочной машиной и конвейером также должна учитывать время охлаждения чугунных отливок — конвейеры должны двигаться с такой скоростью, которая обеспечивает достаточное охлаждение при сохранении производственной эффективности.
Кроме того, горизонтальный чугунный литьевая линия может извлечь выгоду из автоматизированных систем управления, которые отслеживают как формовочную машину, так и конвейер, обнаруживая и решая проблемы координации в реальном времени. Например, если формовочная машина производит дефектную форму, система управления может дать сигнал конвейеру обойти её, предотвращая задержки. Оптимизируя координацию специально для горизонтальной линии формования чугуна, производители могут сократить количество дефектов, улучшить эффективность и обеспечить стабильное производство высококачественных чугунных отливок.

Распространенные проблемы координации в дизайне горизонтальной линии формования и решения
Во время проектирования горизонтальной линии формования могут возникнуть несколько распространенных проблем координации между формовочными машинами и конвейерными системами, но целенаправленные решения могут обеспечить бесперебойную работу горизонтальной линии формования чугуна.
- Одной из распространенных проблем является несоответствие скорости: формовочные машины (особенно horizontal flaskless molding line machine) могут работать быстрее конвейера, что приводит к накоплению форм. Решение состоит в установке конвейерной системы с переменной скоростью, которая может регулировать свою скорость в соответствии с выходом формовочной машины, или обновлении конвейера для работы с более высокими объемами.
- Еще одной проблемой является неправильное выравнивание форм при передаче, что может повредить формы и повлиять на качество отливок. Это можно решить, выровняв отработка формовочной машины с центральной линией конвейера и установив направляющие для удержания форм на месте.
- Третьей проблемой является сбой связи между формовочной машиной и конвейером, что приводит к асинхронной работе. Решение состоит в интеграции централизованной системы управления, которая связывает все компоненты горизонтальной линии формования, позволяя осуществлять связь в реальном времени и настраивать параметры.
Кроме того, износ конвейерных лент или компонентов формовочных машин может нарушить координацию — регулярное обслуживание и своевременная замена изношенных деталей необходимы. Решение этих проблем гарантирует, что горизонтальная формовочная линия, включая горизонтальную безбоксовую формовочную машину и конвейерные системы, работает в идеальной координации.

Кейс: Координированный дизайн горизонтальной формовочной линии для литейного производства чугуна
Среднее литейное производство, специализирующееся на чугуне, успешно спроектировало горизонтальную формовочную линию с оптимальной координацией между формовочными машинами, горизонтальной безбоксной формовочной машиной и конвейерными системами, что привело к значительным улучшениям.
- Перед новым дизайном, горизонтальная формовочная линия для литья чугуна на заводе страдала от плохой координации: формовала horizontal flaskless molding line machine модели быстрее, чем конвейер мог их перенести, что приводило к накоплению и повреждению форм. Производственный цикл был долгим, а уровень брака составлял 8%.
- Чтобы решить эту проблему, литейный завод перепроектировал горизонтальную формовочную линию, сосредоточившись на координации: они установили конвейерную систему с переменной скоростью, которая синхронизировалась со скоростью производства горизонтальной безбоксной формовочной машины, выровняли порт выталкивания форм с конвейером и интегрировали централизованную систему управления. Теперь горизонтальная формовочная линия работает бесперебойно: горизонтальная безбоксная формовочная машина производит формы, которые плавно передаются конвейером на станции заливки и охлаждения.
- Оптимизация координации сократила производственный цикл на 30%, уменьшила уровень брака до 2% и увеличила суточный выпуск на 40%. Этот случай демонстрирует важность координации в горизонтальной линии формования дизайне, особенно для горизонтальной формовочной линии для литья чугуна, интегрирующей горизонтальную безбоксную формовочную машину и конвейерные системы.
Заключение
Оптимизируйте дизайн горизонтальной формовочной линии для бесшовной координации между машинами и конвейерами.
Для дизайна горизонтальной формовочной линии и решений для горизонтальной формовочной линии для литья чугуна,
email: [email protected]