Ledakan tembakan substandar pada komponen presisi dirgantara menyebabkan risiko keselamatan; penguasaan persyaratan teknis menjamin keandalan.
Panduan ini menjelaskan persyaratan teknis untuk peledakan tembakan pada komponen presisi di industri dirgantara, mencakup parameter mesin peledakan tembakan, pengendalian proses, dan inspeksi kualitas.
Jelajahi di bawah ini untuk memahami persyaratan teknis kunci untuk peledakan tembakan komponen presisi dirgantara.

Apa Persyaratan Parameter untuk Mesin Peledakan Tembakan dalam Pengolahan Komponen Presisi Dirgantara?
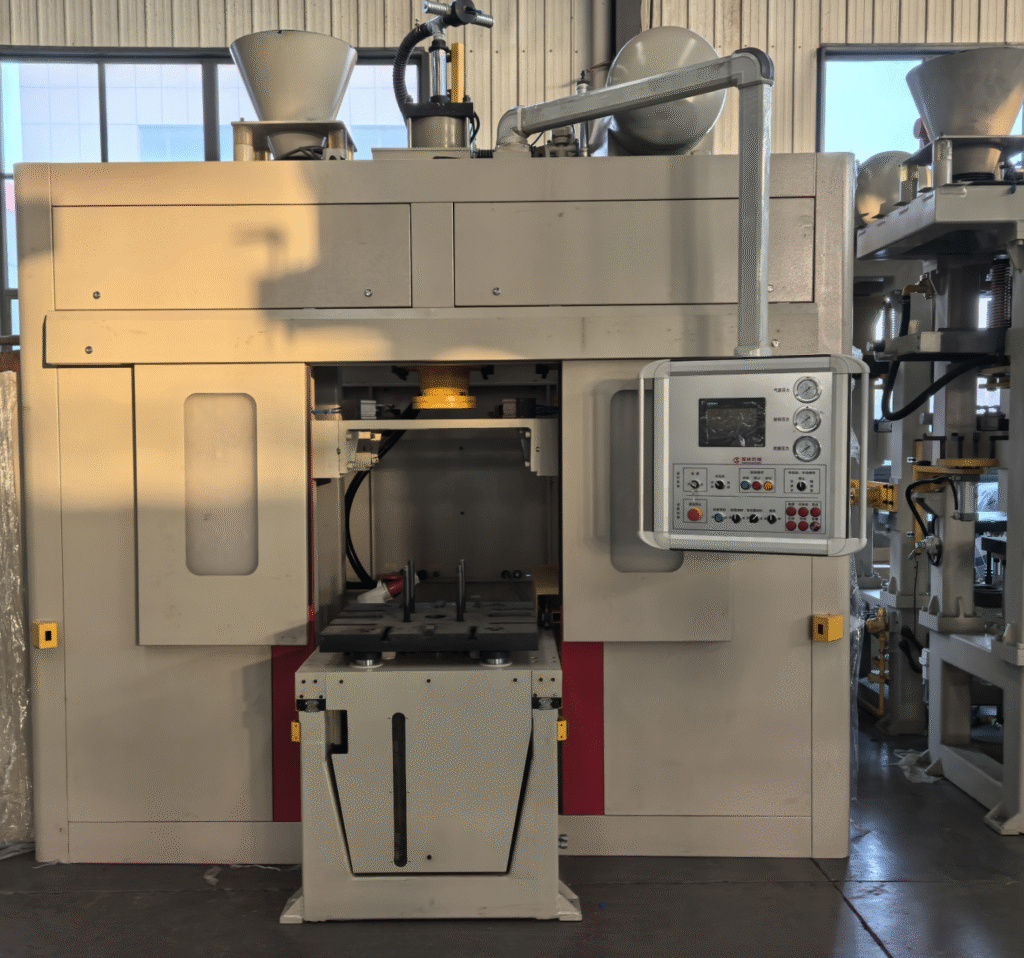
The mesin blasting yang digunakan untuk komponen presisi dirgantara harus memenuhi persyaratan parameter yang sangat ketat untuk menghindari kerusakan pada struktur komponen sambil mencapai efek penguatan yang diinginkan. Pertama, pemilihan abrasif: hanya abrasif berkemurnian tinggi dengan butiran seragam (seperti tembakan baja tahan karat, tembakan keramik) yang diperbolehkan, dengan ukuran butir berkisar antara 0,1mm hingga 0,3mm. Abrasif yang tidak murni atau tidak teratur akan menyebabkan goresan pada permukaan komponen presisi. Kedua, intensitas peledakan: harus dikendalikan secara tepat antara 0,15A dan 0,4A (intensitas Almen), tergantung pada material komponen (paduan titanium, paduan aluminium, baja berkekuatan tinggi) dan ketebalan. Intensitas yang berlebihan akan menyebabkan deformasi komponen, sementara intensitas yang tidak mencukupi tidak dapat mencapai ketahanan kelelahan yang diperlukan. Ketiga, laju aliran tembakan: laju aliran mesin peledakan tembakan harus distabilkan pada 5-15 kg/menit, memastikan cakupan yang merata tanpa peledakan berlebih secara lokal. Keempat, sudut peledakan dan jarak: sudut antara mesin pemblasting nozzle dan permukaan komponen harus 30°-60°, dan jarak harus dikendalikan pada 100-200mm untuk memastikan dampak tembakan yang merata. Parameter-parameter ini harus dikalibrasi dan diverifikasi secara berkala untuk menjaga stabilitas proses peledakan tembakan.

Apa Persyaratan Pengendalian Proses untuk Peledakan Tembakan pada Komponen Presisi Dirgantara?
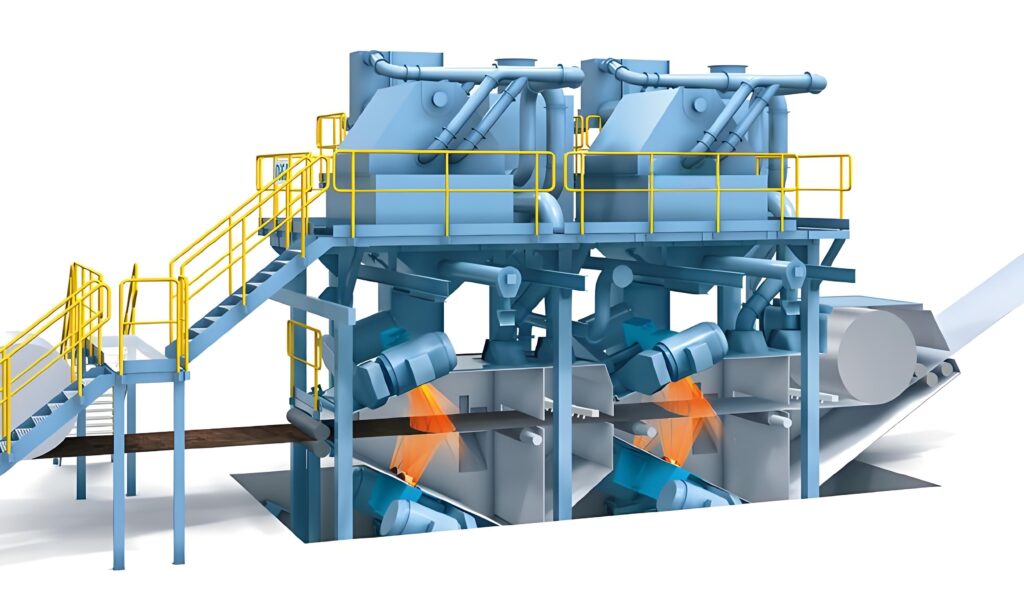
Pengendalian proses merupakan inti dari menjamin kualitas peledakan tembakan untuk komponen presisi dirgantara, melibatkan pra-pemrosesan, pemantauan selama proses, dan tahapan pasca-pemrosesan. Pra-pemrosesan memerlukan pembersihan yang ketat pada permukaan komponen untuk menghilangkan noda minyak, oksida, dan debu—segala kotoran akan mempengaruhi efek peledakan tembakan dan menyebabkan stres permukaan yang tidak merata. Proses peledakan tembakan harus dilakukan di workshop bebas debu yang terkontrol suhu (suhu 18-25℃, kelembaban 40%-60%) untuk menghindari faktor lingkungan yang memengaruhi proses. Selama peledakan tembakan, pemantauan real-time terhadap parameter kunci (intensitas, laju aliran, posisi nozzle) diperlukan melalui sensor profesional, dan data yang tidak normal harus memicu penghentian segera untuk penyesuaian. Pasca-pemrosesan melibatkan penghilangan abrasif residu pada permukaan komponen dengan udara bertekanan tinggi (tekanan ≤0,3MPa) untuk mencegah penanaman abrasif. Selain itu, interval antara peledakan tembakan dan pemrosesan berikutnya (seperti pelapisan, perakitan) tidak boleh melebihi 4 jam untuk menghindari re-oksidasi permukaan komponen. Setiap tahapan proses harus dicatat dengan detail untuk mewujudkan pelacakan penuh proses peledakan tembakan.
Apa Persyaratan Inspeksi Kualitas untuk Komponen Presisi Dirgantara yang Dipeledak Tembakan?
Inspeksi kualitas untuk komponen presisi dirgantara yang dipeledak tembakan adalah penghalang kritis untuk memastikan keselamatan penerbangan, dengan banyak item dan standar inspeksi yang ketat.. Pertama, inspeksi kekasaran permukaan: kekasaran permukaan komponen Ra harus dikendalikan antara 0,8μm dan 3,2μm, diuji dengan alat pengukur kekasaran presisi di tidak kurang dari 5 titik pengukuran per komponen. Kedua, deteksi stres residu: stres kompresif residu permukaan harus ≥300MPa untuk komponen baja berkekuatan tinggi dan ≥200MPa untuk komponen paduan aluminium, terdeteksi oleh teknologi difraksi sinar-X. Ketiga, inspeksi integritas permukaan: menggunakan mikroskop pembesaran tinggi (pembesaran ≥100x) untuk memeriksa goresan, lubang, retakan, dan cacat lainnya—setiap cacat dengan kedalaman melebihi 0,02mm dianggap tidak memenuhi syarat. Keempat, verifikasi akurasi dimensi: proses peledakan tembakan tidak boleh menyebabkan deviasi dimensi yang melebihi ±0,01mm, diverifikasi oleh mesin pengukur tiga koordinat. Inspeksi sampling tidak diizinkan untuk komponen kunci; inspeksi penuh 100% diperlukan. Komponen yang tidak memenuhi syarat harus segera ditandai dan diisolasi, dan analisis penyebab akar harus dilakukan sebelum diperbaiki atau dibuang.
Apa Saja Persyaratan Teknis Spesifik Material untuk Pekerjaan Presisi Aerospace Shot Blast?
Berbagai material pekerjaan presisi aerospace memiliki persyaratan teknis shot blast yang unik karena sifat fisik dan kimia yang berbeda. Untuk pekerjaan berbahan paduan titanium (yang banyak digunakan dalam komponen mesin), dibutuhkan shot blast dengan intensitas rendah (0,15A-0,25A), dan abrasif yang digunakan harus berupa tembakan keramik untuk menghindari kontaminasi besi—kotoran besi akan menyebabkan retak korosi stres pada paduan titanium. Untuk pekerjaan berbahan paduan aluminium (digunakan dalam fuselage dan sayap pesawat), laju aliran tembakan mesin shot blasting harus dikurangi menjadi 5-10 kg/menit untuk mencegah deformasi material, dan stres residual permukaan harus dikontrol pada 200-250MPa. Untuk pekerjaan berbahan baja berkekuatan tinggi (digunakan dalam roda pendaratan), dibutuhkan shot blast dengan intensitas tinggi (0,3A-0,4A) untuk meningkatkan ketahanan terhadap kelelahan, dan perawatan setelah shot blast (180-200℃, 2 jam) diperlukan untuk menghilangkan stres tarik residual. Untuk pekerjaan berbahan komposit (yang baru diterapkan dalam aerospace), abrasif lembut khusus (seperti tembakan plastik) harus digunakan, dan intensitas shot blast harus ≤0,15A untuk menghindari kerusakan pada struktur komposit. Pengaturan parameter spesifik material sangat penting untuk memastikan efektivitas dan keamanan shot blast.
Kesimpulan
Persyaratan teknis yang ketat memastikan shot blast pekerjaan presisi aerospace yang aman dan dapat diandalkan.
Surel:[email protected]