Un tir de sablage non conforme sur des pièces de travail de précision aérospatiale présente des risques pour la sécurité ; maîtriser les exigences techniques garantit la fiabilité.
Ce guide détaille les exigences techniques pour le sablage de pièces de travail de précision dans le secteur aérospatial, couvrant les paramètres de la machine de sablage, le contrôle du processus et l'inspection de la qualité.
Explorez ci-dessous pour comprendre les principales exigences techniques pour le sablage de pièces de travail de précision aérospatiales.

Quelles sont les exigences de paramètres pour la machine de sablage dans le traitement des pièces de travail de précision aérospatiales ?
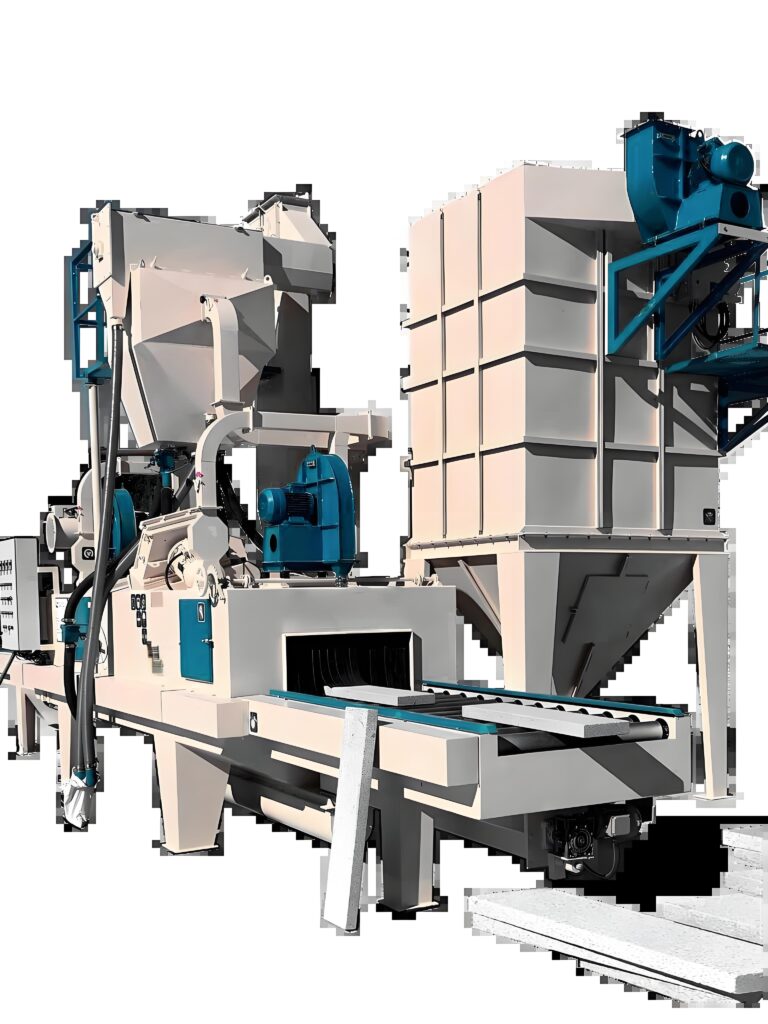
Le machine à projection de grenaille Les pièces de travail de précision aérospatiale doivent respecter des exigences de paramètres extrêmement strictes pour éviter d'endommager la structure de la pièce tout en atteignant l'effet de renforcement souhaité. Tout d'abord, la sélection des abrasifs : seuls les abrasifs à haute pureté et à grain uniforme (tels que les billes en acier inoxydable, les billes en céramique) sont autorisés, avec une taille de grain variant de 0,1 mm à 0,3 mm. Des abrasifs impurs ou irréguliers provoqueront des rayures à la surface des pièces de travail de précision. Deuxièmement, l'intensité du sablage : elle doit être précisément contrôlée entre 0,15 A et 0,4 A (intensité Almen), selon le matériau de la pièce (alliage de titane, alliage d'aluminium, acier à haute résistance) et l'épaisseur. Une intensité excessive entraînera une déformation de la pièce, tandis qu'une intensité insuffisante ne permettra pas d'atteindre la résistance à la fatigue requise. Troisièmement, le débit de projection : le débit de la machine de sablage doit être stabilisé entre 5 et 15 kg/min, garantissant une couverture uniforme sans sur-sablage localisé. Quatrièmement, l'angle et la distance de projection : l'angle entre la machine de sablage la buse et la surface de la pièce doit être compris entre 30° et 60°, et la distance doit être contrôlée entre 100 et 200 mm pour assurer un impact uniforme des billes. Ces paramètres doivent être calibrés et vérifiés régulièrement pour maintenir la stabilité du processus de sablage.

Quelles sont les exigences de contrôle des processus pour le sablage des pièces de travail de précision aérospatiales ?
Le contrôle des processus est le cœur de l'assurance qualité du sablage des pièces de travail de précision aérospatiales, impliquant les étapes de pré-traitement, de surveillance en cours de processus et de post-traitement. Le pré-traitement nécessite un nettoyage strict de la surface de la pièce pour éliminer les taches d'huile, les oxydes et la poussière - toute impureté affectera l'effet de sablage et provoquera un stress de surface inégal. Le processus de sablage doit être réalisé dans un atelier sans poussière et à température contrôlée (température 18-25℃, humidité 40%-60%) pour éviter que des facteurs environnementaux n'affectent le processus. Pendant le sablage, une surveillance en temps réel des paramètres clés (intensité, débit, position de la buse) est requise via des capteurs professionnels, et des données anormales doivent déclencher un arrêt immédiat pour ajustement. Le post-traitement implique l'élimination des abrasifs résiduels sur la surface de la pièce à l'aide d'air à haute pression (pression ≤0,3 MPa) pour éviter l'enfouissement des abrasifs. De plus, l'intervalle entre le sablage et le traitement ultérieur (tel que le revêtement, l'assemblage) ne doit pas dépasser 4 heures pour éviter la ré-oxydation de la surface de la pièce. Chaque étape du processus doit être enregistrée en détail pour réaliser une traçabilité complète du processus de sablage.
Quelles sont les exigences d'inspection de la qualité pour les pièces de travail de précision aérospatiales sablées ?
L'inspection de la qualité des pièces de travail de précision aérospatiales sablées est une barrière essentielle pour garantir la sécurité des vols, avec de nombreux items et standards d'inspection stricts.. Tout d'abord, inspection de la rugosité de surface : la rugosité de surface Ra de la pièce doit être contrôlée entre 0,8 μm et 3,2 μm, testée par un instrument de mesure de rugosité de précision sur au moins 5 points de mesure par pièce. Deuxièmement, détection des contraintes résiduelles : la contrainte résiduelle de compression de surface doit être ≥300 MPa pour les pièces en acier haute résistance et ≥200 MPa pour les pièces en alliage d'aluminium, détectée par la technologie de diffraction des rayons X. Troisièmement, inspection de l'intégrité de la surface : utilisant un microscope à fort grossissement (grossissement ≥100x) pour vérifier la présence de rayures, de creux, de fissures et d'autres défauts - tout défaut dont la profondeur dépasse 0,02 mm est jugé non conforme. Quatrièmement, vérification de la précision dimensionnelle : le processus de sablage ne doit pas provoquer de déviations dimensionnelles supérieures à ±0,01 mm, vérifiées par une machine de mesure tridimensionnelle. L'inspection par échantillonnage n'est pas autorisée pour les composants clés ; une inspection complète est requise. Les pièces non conformes doivent être immédiatement marquées et isolées, et une analyse des causes profondes doit être effectuée avant toute refonte ou mise au rebut.
Quelles sont les exigences techniques spécifiques aux matériaux pour le sablage de pièces de précision aérospatiales ?
Les différents matériaux de pièces de précision aérospatiales ont des exigences techniques de sablage uniques en raison de leurs propriétés physiques et chimiques variées. Pour les pièces en alliage de titane (largement utilisées dans les composants de moteur), un sablage à faible intensité (0,15 A-0,25 A) est requis, et l'abrasif doit être des billes en céramique pour éviter la contamination par le fer - les impuretés ferriques provoqueront une fissuration par corrosion de contrainte de l'alliage de titane. Pour les pièces en alliage d'aluminium (utilisées dans le fuselage et les ailes des avions), le débit de billes de la machine de sablage doit être réduit à 5-10 kg/min pour éviter la déformation du matériau, et la contrainte résiduelle de surface doit être contrôlée entre 200 et 250 MPa. Pour les pièces en acier à haute résistance (utilisées dans les trains d'atterrissage), un sablage à haute intensité (0,3 A-0,4 A) est nécessaire pour améliorer la résistance à la fatigue, et un traitement de revenu post-sablage (180-200 ℃, 2 heures) est requis pour éliminer la contrainte de traction résiduelle. Pour les pièces en matériau composite (nouvellement appliquées dans l'aérospatiale), des abrasifs spéciaux doux (comme des billes en plastique) doivent être utilisés, et l'intensité de sablage doit être ≤ 0,15 A pour éviter d'endommager la structure composite. Le réglage des paramètres spécifiques au matériau est crucial pour garantir l'efficacité et la sécurité du sablage.
Conclusion
Des exigences techniques strictes garantissent un sablage sûr et fiable des pièces de précision aérospatiales.
E-mail :[email protected]