Single shot blaster limits production capacity; assembly line configuration upgrades boost efficiency for mass production.
This guide details capacity improvement plans for shot blasting production lines, covering single machine optimization and assembly line configuration strategies.
Explore below to master key measures for upgrading shot blasting production capacity.
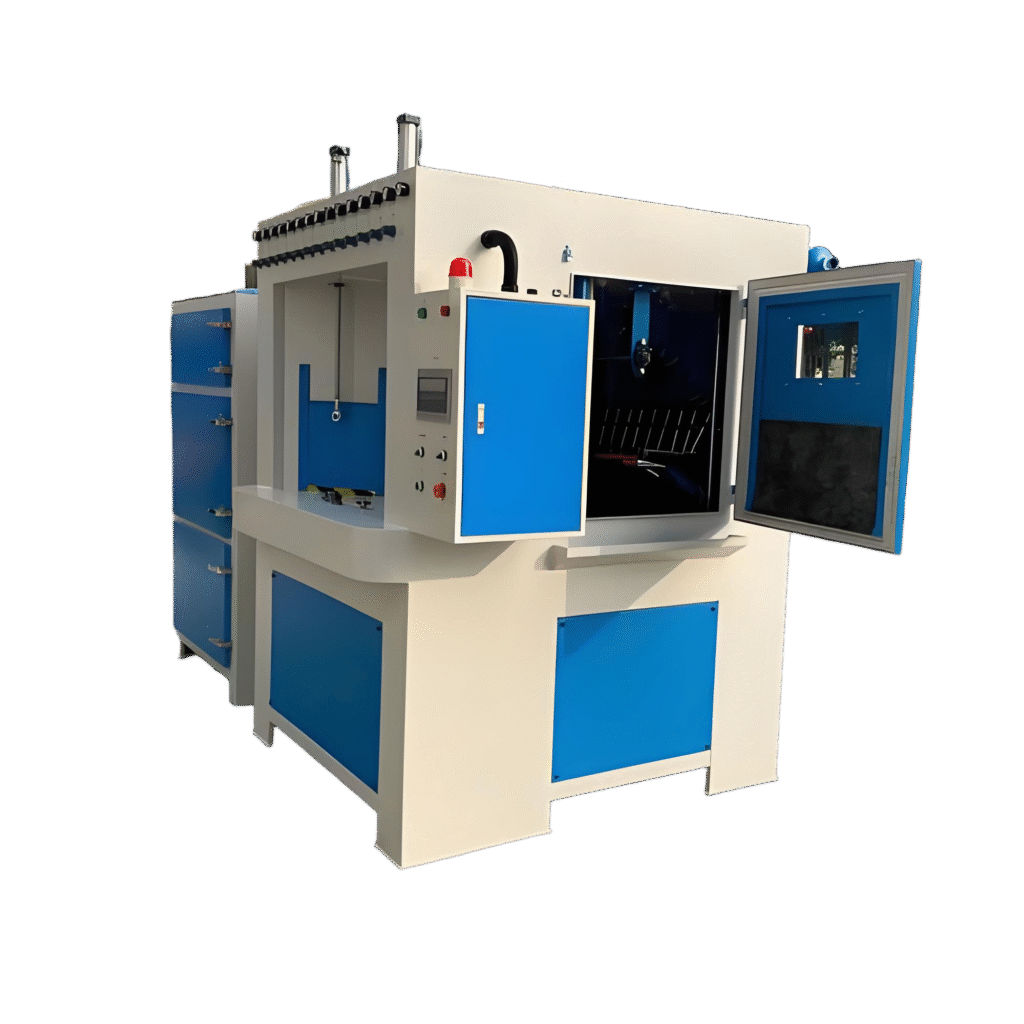
How to Optimize Single Shot Blaster to Lay the Foundation for Capacity Improvement?
Optimizing the performance of single shot blaster is the basic premise for improving the capacity of shot blasting production lines, as the efficiency of individual equipment directly affects the overall output. First, upgrade key components of the shot blaster: replace traditional blast wheels with high-efficiency ones (such as curved blade blast wheels) to increase shot projection speed by 15-20%, thereby improving shot blasting efficiency per unit time. Equip the shot blaster with an automatic abrasive supply system to avoid downtime caused by manual feeding, ensuring continuous operation. Second, optimize shot blasting parameters: through pre-testing, determine the optimal combination of abrasive grain size, shot flow rate and blasting time for specific workpieces. For example, using 0.8-1.0mm steel shot for general casting cleaning can balance efficiency and quality, reducing unnecessary repeated shot blasting. Third, strengthen daily maintenance of the shot blaster: regularly inspect and replace worn parts such as blast wheel blades and nozzles (replace when wear exceeds 3mm), and ensure the abrasive recovery system is unobstructed. A well-maintained shot blaster can reduce failure rate by 30% and increase effective working time. Additionally, implement automatic control of the shot blaster, using programmable logic controllers (PLC) to adjust parameters in real time, reducing human error and improving processing consistency. These optimizations can increase the capacity of a single shot blaster by 25-35%.
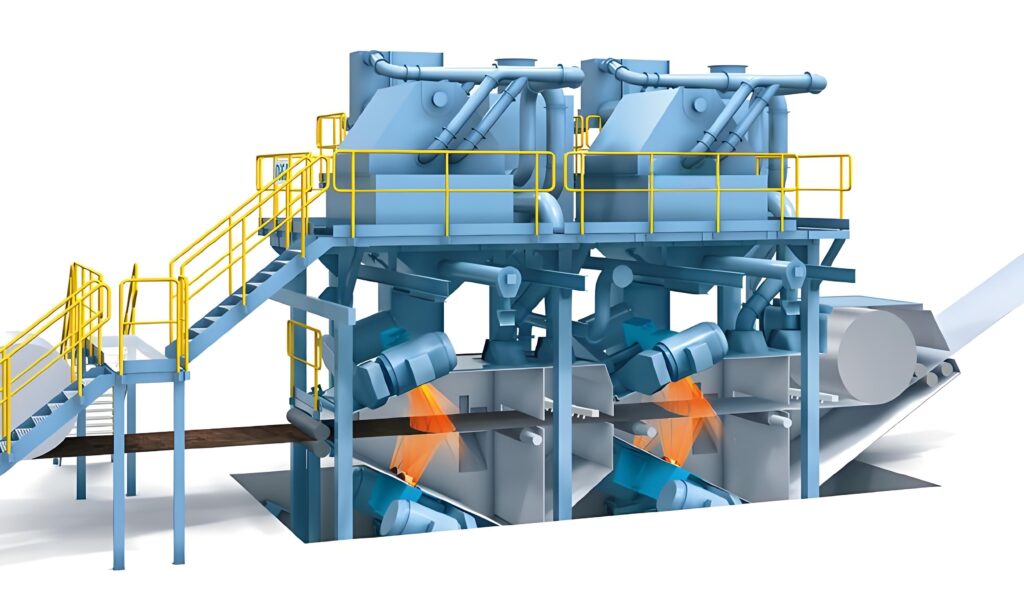
What Are the Key Configuration Strategies for Converting Single Shot Blaster to Shot Blasting Assembly Line?
Converting single shot blaster to a fully configured shot blasting assembly line is the core measure to achieve large-scale capacity improvement, requiring scientific layout and system integration. First, design a reasonable conveying system: adopt roller conveyors, chain conveyors or hanging conveyors according to workpiece characteristics (size, weight, shape) to realize automatic feeding, transferring and unloading of workpieces. The conveying speed should be matched with the shot blasting efficiency of the shot blaster (generally 0.5-2m/min) to avoid bottlenecks in the conveying link. Second, configure multiple shot blasters in series or parallel: for large-batch workpieces, arrange 2-4 shot blasters in series to realize multi-stage shot blasting (rough cleaning → fine cleaning → surface strengthening), improving processing efficiency and quality; for workpieces of different types, arrange shot blasters in parallel to realize parallel processing, increasing overall throughput. Third, integrate auxiliary systems: equip the assembly line with centralized dust removal systems, shared abrasive storage and recovery systems, and automatic quality inspection equipment. The centralized dust removal system ensures environmental compliance, while the shared abrasive system reduces material waste and management costs. Automatic quality inspection equipment (such as surface roughness detectors) can monitor the shot blasting effect in real time, avoiding unqualified products and rework. Additionally, realize intelligent scheduling of the assembly line through the MES (Manufacturing Execution System), which can track production progress and adjust equipment operation parameters dynamically. A well-configured shot blasting assembly line can increase production capacity by 2-3 times compared with a single shot blaster.

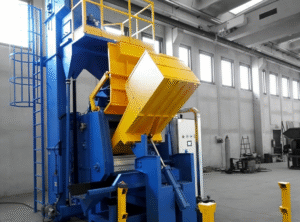
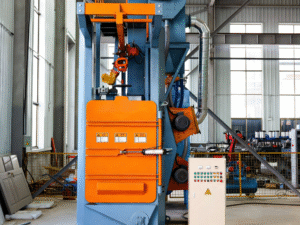
How to Match Workpiece Characteristics with Shot Blasting Assembly Line Configuration?
Matching the shot blasting assembly line configuration with workpiece characteristics is crucial to maximizing capacity, as improper matching will lead to low efficiency and resource waste. For small and medium-sized batch workpieces (such as auto parts, small castings), choose a flexible shot blasting assembly line: configure adjustable conveyors and multi-functional shot blasters that can adapt to different workpiece sizes and shot blasting requirements. The assembly line can be quickly switched between different production tasks, avoiding the waste of idle equipment. For large-scale and single-variety workpieces (such as large steel structures, ship parts), adopt a dedicated shot blasting assembly line: configure large-scale hanging shot blasters or roller-type shot blasters with high load-bearing capacity, and design a continuous conveying system with high throughput. The dedicated line can realize unmanned continuous operation, maximizing production efficiency. For workpieces with complex shapes (such as irregular castings, precision components), configure a robot-assisted shot blasting assembly line: install industrial robots with shot blaster nozzles to perform targeted shot blasting on dead corners of workpieces, ensuring uniform processing quality while improving efficiency. Additionally, consider the material of the workpiece: for high-hardness workpieces, configure high-power shot blasters with wear-resistant abrasives; for soft materials, use low-intensity shot blasters with soft abrasives to avoid workpiece damage. Proper matching can improve the utilization rate of the assembly line by 40-50% and further enhance production capacity.
What Are the Post-Configuration Operation and Management Measures for Capacity Stability?
Scientific operation and management after assembly line configuration are essential to maintaining stable capacity of the shot blasting production line. First, establish standardized operation procedures (SOP): clarify the operation steps, parameter settings and safety precautions of each equipment in the assembly line, and train operators professionally. Skilled operators can reduce equipment failure rate and improve production efficiency. Second, implement predictive maintenance: use sensors to monitor the operating status of key components (such as blast wheels, motors, conveyors) in real time, and predict potential failures through data analysis. Perform maintenance before failures occur, avoiding unplanned downtime. For example, monitor the vibration and temperature of the shot blaster motor, and conduct maintenance when abnormal data is detected. Third, optimize production scheduling: reasonably arrange production tasks according to order requirements and equipment capacity, avoiding peak-load operation of the assembly line. Balance the workload of each station to ensure smooth operation of the entire line. Fourth, conduct regular capacity evaluation: regularly count the actual output, equipment utilization rate and product qualification rate of the assembly line, and analyze the factors affecting capacity. Adjust the assembly line configuration and operation parameters in a timely manner according to the evaluation results. These management measures can ensure that the shot blasting assembly line maintains stable and high-capacity operation, and the capacity utilization rate is kept above 85%.
Conclusion
Single machine optimization and assembly line configuration boost shot blasting production capacity stably.