Wrong shot blaster causes poor wind tower treatment; proper selection and setup guarantee standard shot blasting results.
This professional guide covers large through-type shot blaster selection, wheelblast equipment matching, and precise parameter settings for efficient wind tower shot blasting.
Master full selection and parameter tips for your wind tower shot blaster below.
Why Is a Dedicated Shot Blaster Essential for Wind Tower Treatment?
Wind tower surface treatment has extremely strict industry standards, and a dedicated large through-type shot blaster is irreplaceable for completing high-quality shot blasting work.
- Ordinary small and medium-sized shot blaster cannot adapt to the oversized cylindrical structure and heavy weight of wind towers, often leading to uneven shot blasting, missing treatment areas, or surface damage to the tower body. Once the le sablage au jet quality is unqualified, the subsequent anti-corrosion coating will not adhere firmly, greatly shortening the service life of the wind tower and bringing potential safety hazards to the entire wind power project, as well as huge economic losses to project construction and later operation.
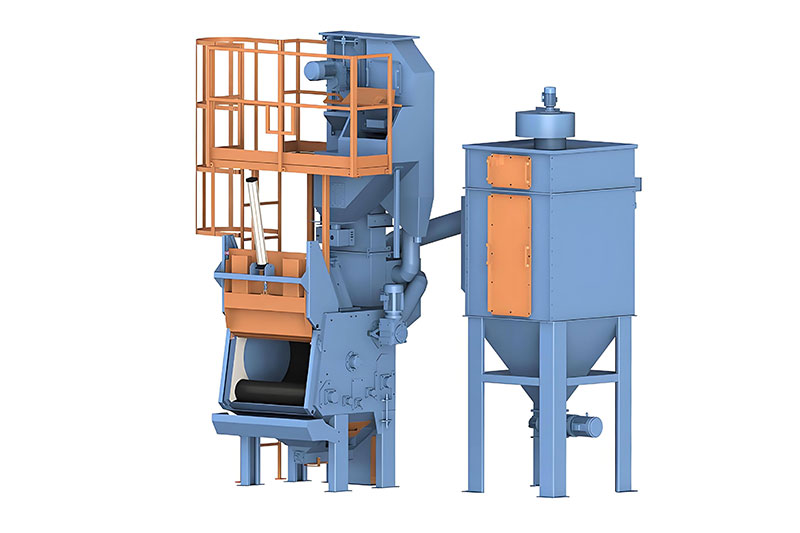
- As the core equipment for wind tower surface pretreatment, the large through-type bras de sablage relies on high-performance wheelblast equipment to provide uniform and stable impact force, realizing all-round, dead-angle-free shot blasting for the outer and inner walls of the wind tower.
Choosing a professional shot blaster is not only a prerequisite for meeting wind power industry processing standards but also a key guarantee to improve production efficiency, reduce rework rates, and ensure the long-term stable operation of wind tower products after leaving the factory.

Core Selection Principles for Large Through-Type Shot Blaster in Wind Tower Processing
Selecting a suitable large through-type shot blaster for wind tower treatment needs to start from the actual processing characteristics, focusing on multiple core dimensions to ensure the equipment matches production needs.
- The overall size and through-structure design of the shot blaster are the primary considerations: the equipment chamber must have sufficient height, width and length to accommodate wind towers of different diameters and lengths, ensuring smooth and stable passage during the le sablage au jet process without jamming or collision.
- The configuration of wheelblast equipment is the top priority, as it directly determines the strength and uniformity of shot blasting. It is necessary to select a wear-resistant and high-power wheelblast equipment group arranged symmetrically, which can cover the entire surface of the wind tower at 360 degrees to avoid missing any areas.
- Le système de transport du pistolet à jet doit être stable et réglable, avec une vitesse de déplacement contrôlable pour correspondre à l'intensité du grenaillage et garantir des effets de traitement cohérents.
- Le système de collecte de poussière de soutien doit être efficace et respectueux de l'environnement, capable de gérer une grande quantité de poussière générée lors du grenaillage de tours éoliennes le sablage au jet et respecter les normes d'émission environnementale nationales.
Enfin, le système de contrôle intelligent du pistolet à jet doit être facile à utiliser et à ajuster, facilitant un changement rapide de paramètres pour différentes spécifications de tours éoliennes.

Comment assortir correctement l'équipement de grenaillage pour le pistolet à jet de la tour éolienne ?
L'équipement de grenaillage est le composant central de puissance du pistolet à jet, et son degré d'appariement affecte directement la qualité et l'efficacité du grenaillage des tours éoliennes. Un appariement professionnel doit donc être effectué en fonction des exigences de traitement.
- Déterminez le nombre et la puissance de l'équipement de grenaillage en fonction de la taille et du volume de traitement de la tour éolienne : les tours éoliennes de grand diamètre et de longue longueur doivent être équipées de plusieurs groupes de haute puissance l'équipement de grenaillage, disposés symétriquement sur les côtés gauche, droit, supérieur et inférieur de la chambre de type traversant, afin d'assurer un grenaillage complet sans angles morts.
- Sélectionnez le type approprié d'équipement de grenaillage : priorisez l'équipement de grenaillage centrifuge haute efficacité fabriqué à partir de matériaux résistants à l'usure en chrome élevé, qui possède une forte résistance aux chocs, un fonctionnement stable et une longue durée de vie, adapté au travail de grenaillage haute intensité en continu sur le long terme.
- Ajustez précisément l'angle et la position d'éjection de l'équipement de grenaillage, visant la surface cylindrique de la tour éolienne pour garantir que chaque tir peut frapper efficacement la zone cible, évitant ainsi le grenaillage répété ou raté.
De plus, l'appariement de l'équipement de grenaillage doit être coordonné avec le système d'alimentation en grenaille du pistolet à jet pour assurer un flux de grenaille continu et stable pendant le grenaillage, afin que le traitement de surface de la tour éolienne soit uniforme et cohérent, posant ainsi une base solide pour les processus de revêtement ultérieurs.

Normes de réglage des paramètres clés pour le grenaillage de la tour éolienne
La configuration scientifique et précise des paramètres est essentielle pour donner toute sa mesure aux performances du pistolet à jet et réaliser un grenaillage de qualité supérieure des tours éoliennes, et tous les paramètres doivent être ajustés en fonction du matériel, de la taille et de l'état de surface de la tour éolienne.
- Réglez raisonnablement la vitesse de fonctionnement de l'équipement de grenaillage : la vitesse ne doit pas être trop élevée ni trop basse, une vitesse trop élevée risque d'endommager le matériau de base de la tour éolienne, et une vitesse trop basse entraînera une insuffisance. le sablage au jet élimination de la rouille et de l'oxyde incomplètes.
- Ajuster la vitesse de transport du blaster à boulets de type traversant : pour les éoliennes avec de la rouille importante et une épaisse échelle d'oxyde, ralentir la vitesse de transport de manière appropriée pour prolonger le temps de sablage ; pour les éoliennes ayant de légères impuretés de surface, augmenter légèrement la vitesse de transport pour améliorer l'efficacité de production.
- Contrôler le débit de l'abrasif du blaster à boulets : assurez-vous que l'approvisionnement en abrasif est suffisant et uniforme pendant le sablage, et adaptez le débit au pouvoir de l'équipement de roue-sablage pour éviter le gaspillage d'abrasif ou un manque de force d'impact.
- Sélectionner le matériau abrasif approprié et la taille des particules, et ajuster les paramètres pertinents en conséquence, pour garantir que l'effet de sablage répond aux exigences de rugosité de surface du traitement anti-corrosion de l'éolienne. Tous les paramètres doivent être testés et optimisés avant la production de masse formelle pour assurer une qualité de sablage stable et fiable.

Erreurs courantes à éviter dans la sélection des blasters à boulets et la configuration des paramètres
Dans le processus de traitement des éoliennes, de nombreuses entreprises font souvent des erreurs évitables dans la sélection des blasters à boulets et le réglage des paramètres, entraînant une qualité de sablage non conforme et une réduction de l'efficacité de l'équipement.
- L'erreur la plus courante est de choisir un blaster à petits boulets ordinaire au lieu d'un modèle traversant spécial et grand, qui ne peut pas s'adapter à la taille de l'éolienne, entraînant une incomplétude le sablage au jet et des difficultés à respecter les normes de traitement.
- La deuxième erreur consiste à ignorer l'adéquation de l'équipement de roue-sablage, en utilisant un équipement de roue-sablage de faible puissance ou de mauvaise qualité, entraînant une faible force de sablage et un traitement inégal, ce qui affecte directement la performance anti-corrosion de l'éolienne.
- En ce qui concerne le réglage des paramètres, de nombreux opérateurs règlent la vitesse de transport trop rapidement à l'aveuglette pour rattraper le planning de production, entraînant un temps de sablage insuffisant et un traitement de surface incomplet ; ou règlent la vitesse de l'équipement de roue-sablage trop haut, provoquant des dommages au matériau de base de l'éolienne.
De plus, négliger l'adéquation du système d'élimination des poussières et du blaster à boulets entraînera une excessive de poussière sur site pendant le sablage, ce qui ne respecte pas les exigences de protection de l'environnement et affecte également le fonctionnement normal de l'équipement. Éviter ces erreurs peut garantir que le bras de sablage fonctionne de manière efficace et stable, et produit continuellement des produits de sablage d'éolienne de haute qualité.

Entretien quotidien de l'équipement de sablage et de soufflage
Pour maintenir le fonctionnement stable à long terme du grand sablage à travers et garantir la cohérence de la qualité du sablage des tours éoliennes, un entretien quotidien standardisé de l'équipement et de l'équipement de soufflage est essentiel.
- Avant chaque équipe, vérifiez l'état de fonctionnement de la l'équipement de grenaillage, s'il y a des boulons bien serrés et s'il n'y a pas de bruit ou de vibration anormaux, pour éviter les pannes d'équipement pendant le sablage. Nettoyez quotidiennement les résidus de projectiles et la poussière dans la chambre de sablage et le système de convoyage pour éviter les obstructions qui pourraient affecter le fonctionnement normal de l'équipement.
- Lubrifiez les pièces mobiles de l'équipement de soufflage et du sablage chaque semaine pour réduire la friction et l'usure, et prolonger la durée de vie de l'équipement. Vérifiez régulièrement le degré d'usure des composants de l'équipement de soufflage et remplacez les pièces usées en temps opportun pour éviter d'affecter la résistance et l'uniformité du sablage.
En même temps, filtrez et remplacez régulièrement les projectiles utilisés pour le sablage, retirez les projectiles cassés et usés, et conservez les projectiles en bon état, ce qui peut non seulement garantir l' le sablage au jet effet mais aussi réduire l'usure de l'équipement de soufflage. Un entretien complet et standardisé peut réduire les temps d'arrêt de l'équipement, diminuer les coûts de maintenance, et garantir le progrès continu et efficace de la production de traitement des tours éoliennes.
Conclusion
Choisissez le bon sablage, associez l'équipement de soufflage, définissez les paramètres pour un sablage de qualité.
Pour des solutions de sablage de tours éoliennes sur mesure,
email:[email protected]