Integrating a Preservation Line with Primer Painting and Drying to Prevent Coating Failures and Line Bottlenecks
Disconnected pre-treatment, primer booths, and drying cause adhesion failures and VOC noncompliance. Buyers face throughput loss, rework, and inconsistent film thickness when conveyor and booth timing are misaligned. Synchronize plate shot blasting, dust blow-off, primer application, and curing with Customizable conveyors and OEM/ODM controls to protect finish quality.
Our company recommends a synchronized layout where plate shot blasting, dust blow-off, primer booth, and drying ovens are specified by Manufacturer-grade suppliers; choose Customizable conveyors and commissioning from your Supplier or OEM to meet VOC and film-thickness targets.
Line Architecture and Footprint Planning
Target buyers planning complete pre-treatment lines must balance throughput, footprint, and integration with existing foundry equipment and sand molding machine outputs.
- Assess incoming part flow from foundry equipment and casting sand molding machine lines to set conveyor pitch.
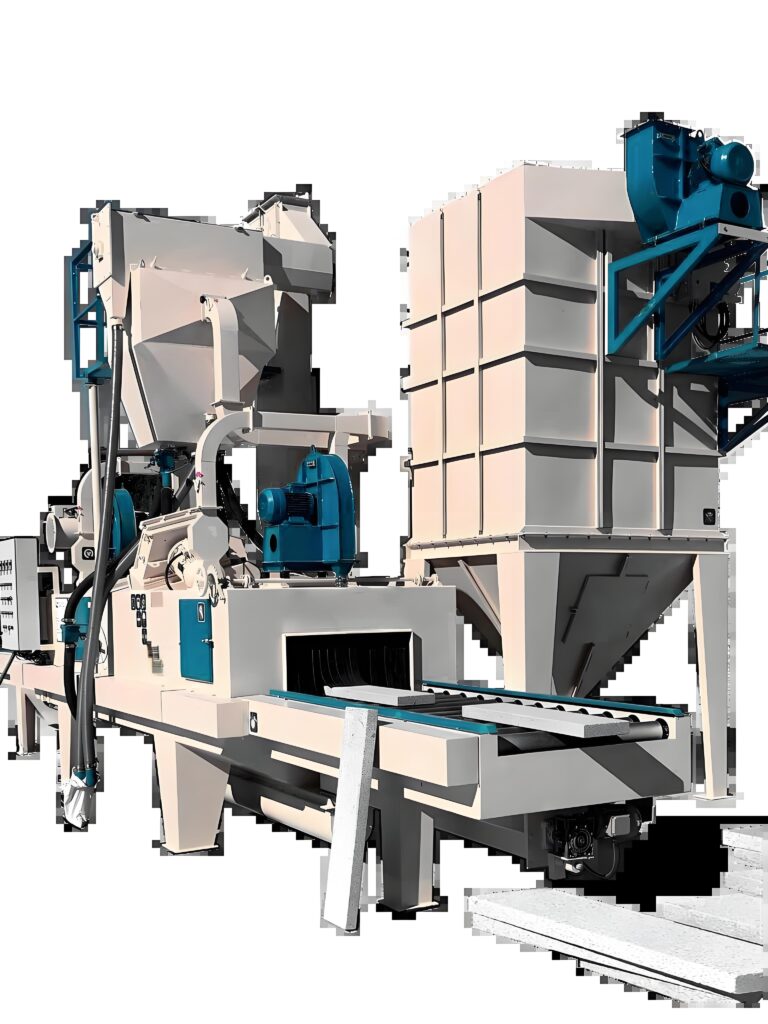
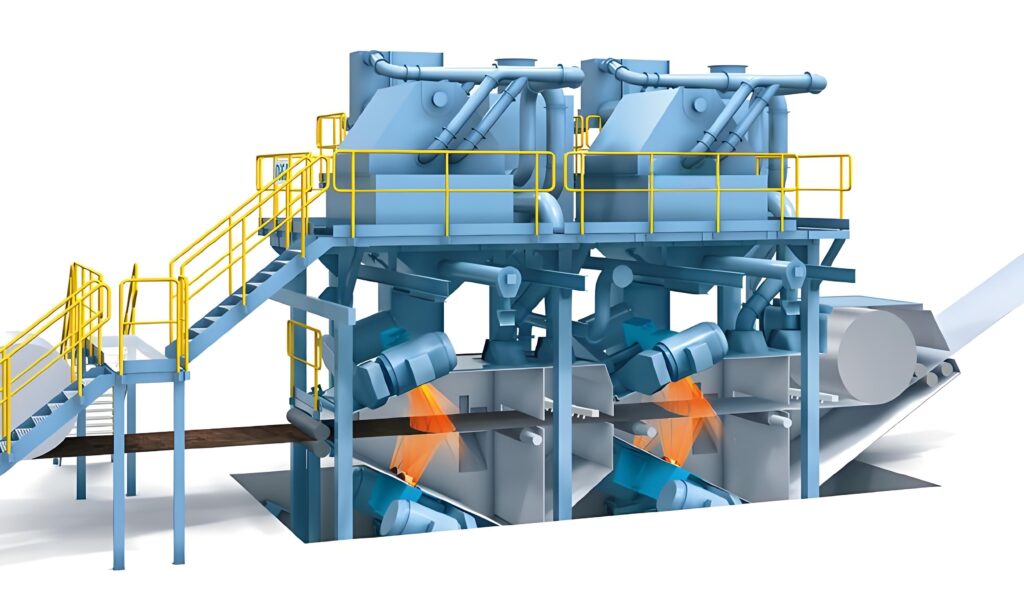
- Design modular lanes: shot blasting → dust blow-off → primer booth → drying oven to allow parallel processing.
- Work with Manufacturer or Supplier to define Customizable cell sizes and OEM/ODM control integration for minimal footprint.

Plate Shot Blasting, Dust Blow-off, and Conveyor Synchronization
Effective surface prep and dust removal directly affect primer adhesion and film uniformity.
- Plate shot blasting: specify wheel-blast or rotary nozzle settings and abrasive compatible with downstream primers; confirm with Manufacturer and OEM test reports.
- Dust blow-off: position staged blow-off stations with HEPA capture; link blower control to conveyor speed to ensure complete removal before primer.
- Conveyor synchronization: use PLC-linked encoders supplied by your Supplier or ODM to maintain precise timing between blasting, blow-off, application, and oven entry.
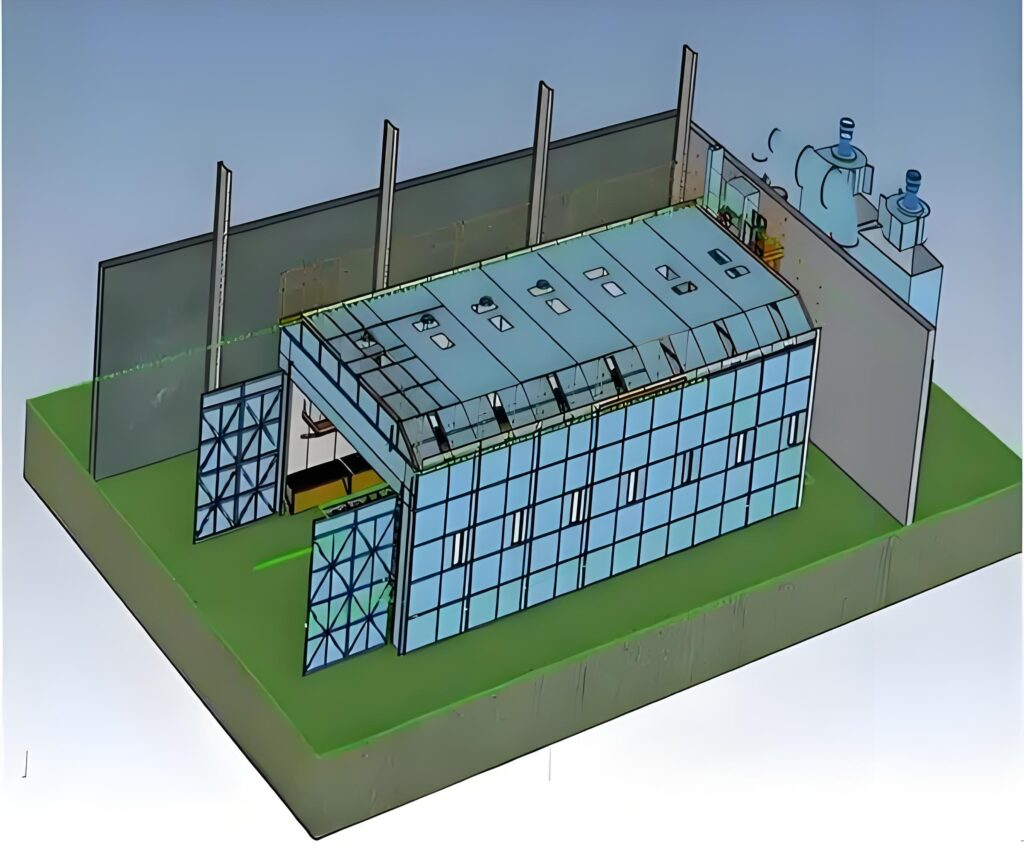
Primer Booth Design and VOC/Drying Needs
- Primer booth: choose downdraft or cross-draft booths sized for film-thickness uniformity; ensure extraction matches VOC control limits.
- VOC management: integrate solvent recovery or activated-carbon scrubbers supplied by Manufacturer-approved vendors; verify emissions with OEM standards.
- Drying ovens: select convection or infrared ovens tuned to primer cure profile and line speed; offer Customizable zones for variable part mass.
| Parameter | Specification |
| Target film thickness | 30–80 microns (adjust per primer datasheet) |
| Conveyor speed range | 0.5–5 m/min (PLC-controlled) |
| Booth extraction | 0.5–1.0 m/s face velocity; VOC abatement as required |
Process Controls, Testing, and Quality Assurance
Deploy OEM-certified controls and test regimes to ensure repeatable results across casting sand molding machine outputs and foundry equipment variability.
- Establish acceptance tests: adhesion, salt spray, and film thickness gauge checks at defined intervals.
- Use OEM/ODM PLC recipes linked to part IDs so the primer booth and oven adjust to part geometry and heat capacity.
- Implement feedback loops: inline thickness measurement, oven thermocouples, and conveyor encoder feedback to Supplier dashboards.
| Stakeholder | Responsibility |
| Manufacturer | Provide machine specs, validation testing, and maintenance plans |
| Supplier / ODM | Supply Customizable booths, conveyors, and control integration |
| Foundry / Casting sand molding machine owner | Coordinate part flow, cleanliness targets, and changeover requirements |
Operational Best Practices: Film Thickness, Line Speed, and Waste Handling
- Film thickness control: set spray parameters and gun-to-part distances in OEM recipes; verify with non-destructive gauges.
- Line speed calibration: run step tests to match oven dwell time to primer cure curve; allow Customizable slow zones for complex parts.
- Waste and overspray: capture in solvent recovery systems and dispose per Supplier instructions; recycle where compatible with environmental rules.
Commissioning and Aftercare
Successful integration requires Manufacturer-led commissioning and Supplier/ODM training.
- Factory acceptance testing with parts from your sand molding machine and foundry equipment.
- On-site tuning: adjust shot-blasting, blow-off, spray, and oven parameters to actual part thermal mass.
- Training and spare parts: secure OEM/Manufacturer support contracts and Customizable maintenance schedules.
Summary and Call to Action
Align your preservation line with primer painting and drying by partnering with Manufacturer and Supplier teams for Customizable, OEM/ODM-backed solutions. Contact our sales engineers to audit conveyor synchronization, VOC controls, and commissioning plans today.