Un chorro de arena subestándar en piezas de trabajo de precisión aeroespacial causa riesgos de seguridad; dominar los requisitos técnicos garantiza la fiabilidad.
Esta guía detalla los requisitos técnicos para el chorro de arena de piezas de trabajo de precisión en el sector aeroespacial, cubriendo parámetros de la máquina de chorro de arena, control del proceso e inspección de calidad.
Explore a continuación para comprender los requisitos técnicos clave para el chorro de arena de piezas de trabajo de precisión aeroespacial.

¿Cuáles son los requisitos de parámetros para la máquina de chorro de arena en el tratamiento de piezas de trabajo de precisión aeroespacial?
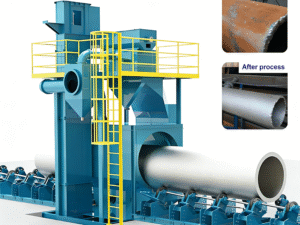
El máquina de chorro de arena utilizadas para piezas de trabajo de precisión aeroespacial deben cumplir requisitos de parámetros extremadamente estrictos para evitar dañar la estructura de la pieza de trabajo mientras se logra el efecto de refuerzo deseado. Primero, selección de abrasivos: solo se permiten abrasivos de alta pureza y de grano uniforme (como perdigones de acero inoxidable, perdigones cerámicos), con un tamaño de grano que varía de 0.1 mm a 0.3 mm. Abrasivos impuros o irregulares causarán rayones en la superficie de las piezas de trabajo de precisión. Segundo, intensidad del chorro de arena: debe ser controlada con precisión entre 0.15A y 0.4A (intensidad Almen), dependiendo del material de la pieza de trabajo (aleación de titanio, aleación de aluminio, acero de alta resistencia) y del grosor. Una intensidad excesiva llevará a la deformación de la pieza de trabajo, mientras que una intensidad insuficiente no podrá lograr la resistencia a la fatiga requerida. Tercero, tasa de flujo del chorro: la tasa de flujo de la máquina de chorro de arena debe estabilizarse entre 5-15 kg/min, asegurando una cobertura uniforme sin sobre-presurización local. Cuarto, ángulo y distancia de chorro: el ángulo entre la máquina de chorro de arena la boquilla y la superficie de la pieza de trabajo debe ser de 30°-60°, y la distancia debe ser controlada entre 100-200 mm para asegurar un impacto de chorro uniforme. Estos parámetros deben ser calibrados y verificados regularmente para mantener la estabilidad del proceso de chorro de arena.

¿Cuáles son los requisitos de control del proceso para el chorro de arena de piezas de trabajo de precisión aeroespacial?
El control del proceso es el núcleo para asegurar la calidad del chorro de arena en piezas de trabajo de precisión aeroespacial, involucrando enlaces de preprocesamiento, monitoreo en proceso y postprocesamiento. El preprocesamiento requiere una limpieza estricta de la superficie de la pieza de trabajo para eliminar manchas de aceite, óxidos y polvo; cualquier impureza afectará el efecto del chorro de arena y causará una tensión superficial desigual. El proceso de chorro de arena debe llevarse a cabo en un taller libre de polvo y controlado por temperatura (temperatura 18-25℃, humedad 40-60%) para evitar que factores ambientales afecten el proceso. Durante el chorro de arena, se requiere monitoreo en tiempo real de parámetros clave (intensidad, tasa de flujo, posición de la boquilla) a través de sensores profesionales, y los datos anómalos deben activar un cierre inmediato para ajuste. El postprocesamiento involucra la eliminación de abrasivos residuales en la superficie de la pieza de trabajo con aire a alta presión (presión ≤0.3MPa) para prevenir la incrustación de abrasivos. Además, el intervalo entre el chorro de arena y el procesamiento posterior (como recubrimiento, ensamblaje) no debe exceder las 4 horas para evitar la reoxidación de la superficie de la pieza de trabajo. Cada enlace del proceso debe registrarse en detalle para realizar una trazabilidad completa del proceso de chorro de arena.
¿Cuáles son los requisitos de inspección de calidad para piezas de trabajo de precisión aeroespacial chorreadas?
La inspección de calidad de las piezas de trabajo de precisión aeroespacial chorreadas es una barrera crítica para garantizar la seguridad de vuelo, con múltiples ítems y estándares de inspección estrictos.. Primero, inspección de rugosidad superficial: la rugosidad superficial de la pieza de trabajo Ra debe ser controlada entre 0.8μm y 3.2μm, medida por un medidor de rugosidad de precisión en no menos de 5 puntos de medición por pieza de trabajo. Segundo, detección de tensión residual: la tensión de compresión residual en la superficie debe ser ≥300MPa para piezas de trabajo de acero de alta resistencia y ≥200MPa para piezas de trabajo de aleación de aluminio, detectadas por tecnología de difracción de rayos X. Tercero, inspección de integridad superficial: utilizando un microscopio de alta magnificación (magnificación ≥100x) para verificar rayones, agujeros, grietas y otros defectos; cualquier defecto con una profundidad que exceda 0.02 mm se considera no calificado. Cuarto, verificación de precisión dimensional: el proceso de chorro de arena no debe causar desviaciones dimensionales que excedan ±0.01 mm, verificadas por una máquina de medición de tres coordenadas. No se permite la inspección por muestreo para componentes clave; se requiere una inspección completa del 100%. Las piezas de trabajo no calificadas deben ser marcadas e isoladas de inmediato, y debe realizarse un análisis de la causa raíz antes de la reconfiguración o el desecho.
¿Cuáles son los requisitos técnicos específicos de materiales para el chorreado de piezas de trabajo de precisión aeroespaciales?
Diferentes materiales de piezas de trabajo de precisión aeroespaciales tienen requisitos técnicos de chorreado únicos debido a sus diversas propiedades físicas y químicas. Para piezas de trabajo de aleación de titanio (ampliamente utilizadas en componentes de motores), se requiere un chorreado de baja intensidad (0.15A-0.25A), y el abrasivo debe ser de bola cerámica para evitar la contaminación por hierro; las impurezas de hierro provocarán la fisuración por corrosión bajo tensión de la aleación de titanio. Para piezas de trabajo de aleación de aluminio (utilizadas en fuselajes y alas de aeronaves), la tasa de flujo del chorreado de la máquina debe reducirse a 5-10 kg/min para prevenir la deformación del material, y el estrés residual en la superficie debe controlarse en 200-250MPa. Para piezas de trabajo de acero de alta resistencia (utilizadas en trenes de aterrizaje), se necesita un chorreado de alta intensidad (0.3A-0.4A) para mejorar la resistencia a la fatiga, y se requiere un tratamiento posterior al chorreado (180-200℃, 2 horas) para eliminar el estrés residual de tracción. Para piezas de material compuesto (nuevamente aplicadas en aeroespacial), deben usarse abrasivos suaves especiales (como bolas de plástico), y la intensidad del chorreado debe ser ≤0.15A para evitar dañar la estructura compuesta. La configuración de parámetros específicos del material es crucial para asegurar la efectividad y seguridad del chorreado.
Conclusión
Los estrictos requisitos técnicos aseguran un chorreado seguro y confiable de piezas de trabajo de precisión aeroespaciales.
Correo electrónico:[email protected]