Steel structure shot blasting inefficiency causes delays; this guide provides efficient shot blaster and machine shot matching solutions.
This guide details efficient shot blasting solutions for steel structures, covering shot blaster selection, machine shot matching and process optimization to boost shot blasting efficiency.
Explore core solutions to achieve efficient, high-quality shot blasting for steel structures below.
How to Select the Right Shot Blaster for Efficient Steel Structure Shot Blasting?
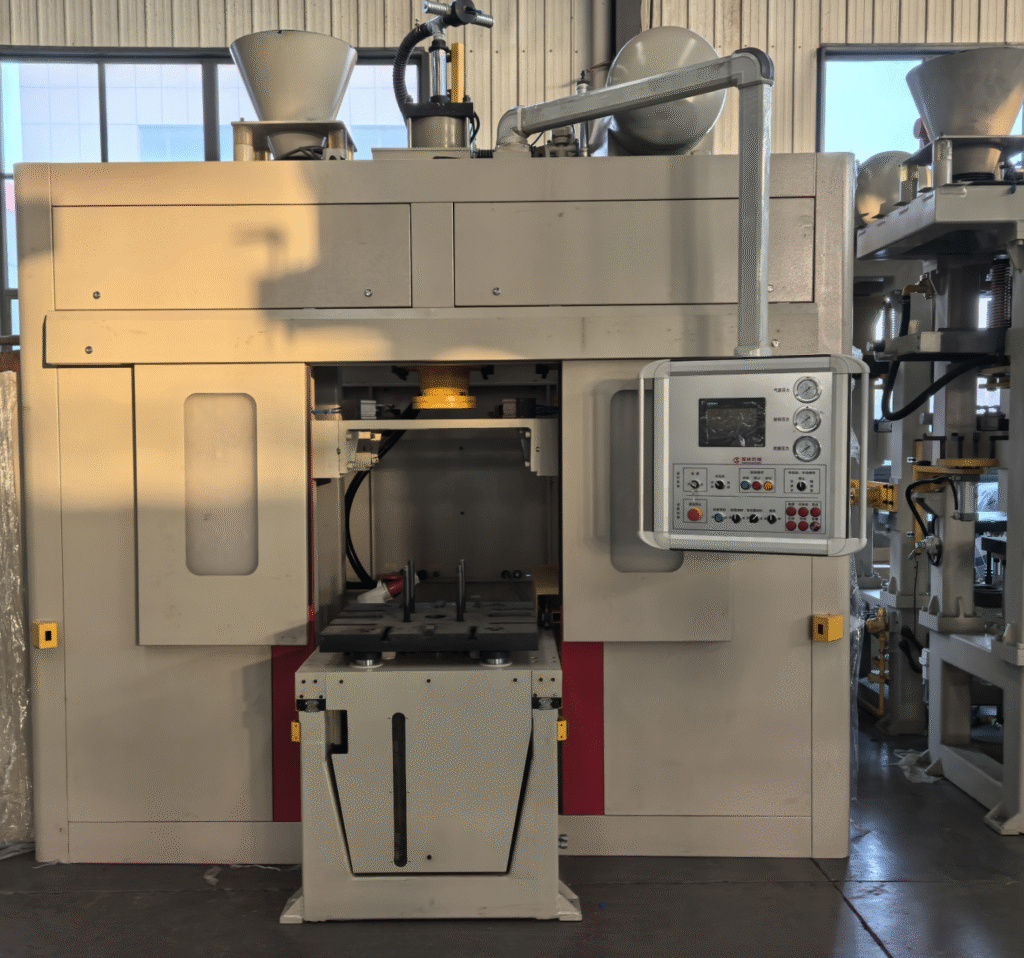
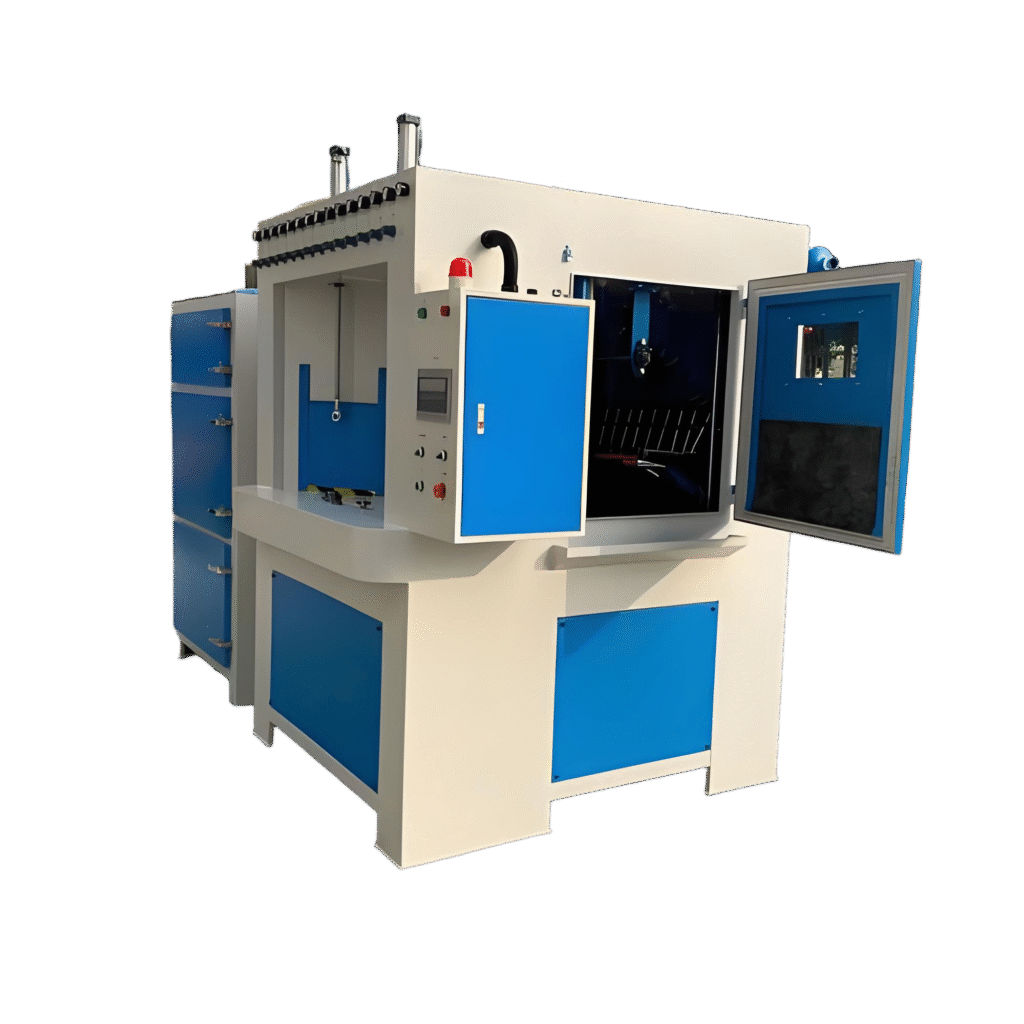
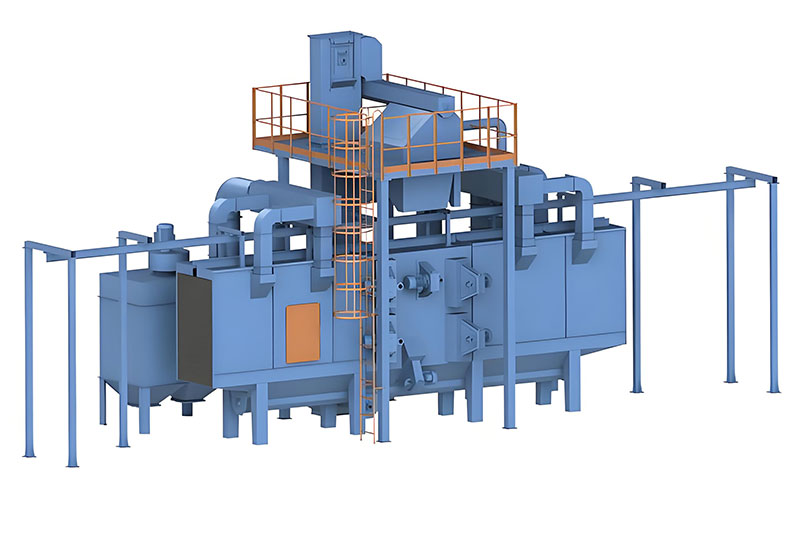
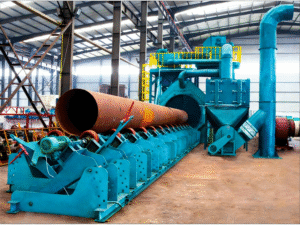
Selecting a suitable shot blaster is the foundation of an efficient steel structure shot blasting solution, as the right equipment directly determines shot blasting speed, quality, and overall efficiency. Steel structures are usually large, heavy, and have large surface areas, so gantry-type or overhead rail shot blasters are preferred—these shot blasters can cover large steel structure surfaces evenly, support continuous operation, and reduce manual intervention.
- For small to medium-sized steel structures (such as steel beams, columns), a mobile shot blaster is more flexible, allowing on-site shot blasting without moving the workpiece, saving transportation time. When selecting a shot blaster, focus on its power, shot flow rate, and automation level: choose a shot blaster with adjustable impeller speed (1500-1800rpm) and large machine shot flow (200-300kg/min) to ensure thorough shot blasting in a short time.
- Additionally, select a shot blaster with automatic machine shot recycling and dust removal systems to reduce material waste and environmental pollution, further improving the efficiency of การพ่นวัสดุ operations. Avoid using small, fixed shot blasters that are only suitable for small workpieces, as they will significantly reduce steel structure shot blasting efficiency and increase labor costs.

How to Match Machine Shot for Efficient Steel Structure Shot Blasting?
Machine shot is a critical consumable for steel structure shot blasting, and proper matching is key to improving shot blasting efficiency and quality while reducing costs. Steel structures require การพ่นวัสดุ to remove rust, oxide scales, and welding residues, so machine shot should be selected based on the steel structure’s material, thickness, and surface requirements.
- For ordinary carbon steel structures (such as Q345 steel), spherical steel shot with a particle size of 1.2-1.5mm and hardness of HRC 40-50 is ideal—its round shape ensures uniform impact, avoiding excessive damage to the steel surface while achieving efficient cleaning.
- For thick steel structures with heavy rust, mix steel shot with steel grit (ratio 7:3) to enhance shot blasting intensity and speed up rust removal. Avoid using oversized machine shot, which increases shot blaster load and energy consumption; avoid undersized machine shot, which requires longer การพ่นวัสดุ time to achieve the desired effect.
นอกจากนี้ ให้ใช้การยิงตัดด้วยเครื่องที่มีคุณภาพสูงและสามารถนำกลับมาใช้ใหม่ได้ รวมถึงดูแลระบบการรีไซเคิลของเครื่องยิงตัดเพื่อลดการใช้เครื่องยิงตัด ซึ่งไม่เพียงแต่ช่วยลดค่าใช้จ่าย แต่ยังรับประกันการยิงตัดอย่างต่อเนื่อง หลีกเลี่ยงการหยุดทำงานที่เกิดจากการขัดสนเครื่องยิงตัด.

จะปรับปรุงกระบวนการยิงตัดสำหรับโครงสร้างเหล็กให้มีประสิทธิภาพได้อย่างไร?
การปรับปรุงกระบวนการยิงตัดเป็นสิ่งจำเป็นเพื่อเพิ่มประสิทธิภาพ เนื่องจากการตั้งค่ากระบวนการที่ไม่ถูกต้องมักนำไปสู่งานที่ไม่จำเป็น ประสิทธิภาพต่ำ และคุณภาพการยิงตัดที่ไม่สม่ำเสมอ.
- เตรียมโครงสร้างเหล็กก่อนการทำงาน: ขจัดสแปตเตอร์จากการเชื่อมใหญ่ เศษวัสดุ และคราบน้ำมันก่อน การพ่นวัสดุ—สิ่งนี้ช่วยลดภาระของเครื่องยิงตัดและหลีกเลี่ยงการอุดตันของท่อเครื่องยิงตัด รับประกันการยิงตัดอย่างราบรื่น.
- ปรับตั้งพารามิเตอร์การยิงตัด: กำหนดมุมหัวฉีดของเครื่องยิงตัดเป็น 45-60° เมื่อเปรียบเทียบกับพื้นผิวของโครงสร้างเหล็ก และรักษาระยะห่างที่ 200-300 มม. เพื่อให้มั่นใจในความสม่ำเสมอในการยิงตัด ปรับความเร็วในการเคลื่อนที่ของเครื่องยิงตัด (0.5-1 ม./นาที) ตามความหนาของสนิมที่โครงสร้างเหล็ก—สนิมที่หนากว่าต้องการความเร็วที่ช้าลงเพื่อการทำความสะอาดอย่างทั่วถึง.
- ใช้วิธีการยิงตัดแบบแบ่งสัดส่วน: แบ่งโครงสร้างเหล็กขนาดใหญ่ (เช่น โครงเหล็กสะพาน โครงสร้างเหล็กอาคาร) เป็นหลายโซนและ shot blast ทำงานในแต่ละโซนตามลำดับ รับประกันว่าพารามิเตอร์มีความสม่ำเสมอและหลีกเลี่ยงการยิงตัดที่ขาดหรือล้ำซ้ำ.
- ทำการประมวลผลหลังอย่างทันเวลา: หลังจากการยิงตัด ให้ทำความสะอาดพื้นผิวโครงสร้างเหล็กอย่างรวดเร็วเพื่อลบเครื่องยิงตัดและเศษวัสดุที่เหลืออยู่ และทาเคลือบป้องกันการกัดกร่อนภายใน 4 ชั่วโมงเพื่อลดการเกิดสนิมใหม่—สิ่งนี้หลีกเลี่ยงการทำงานซ้ำและเพิ่มประสิทธิภาพรวมของกระบวนการประมวลผลโครงสร้างเหล็ก.
จะบำรุงรักษาอุปกรณ์ยิงตัดเพื่อให้มั่นใจในการทำงานอย่างมีประสิทธิภาพอย่างต่อเนื่องได้อย่างไร?
การบำรุงรักษาอุปกรณ์ยิงตัด (รวมถึงเครื่องยิงตัดและระบบเสริม) อย่างสม่ำเสมอเป็นสิ่งสำคัญเพื่อหลีกเลี่ยงการหยุดทำงานที่ไม่คาดคิดและทำให้การยิงตัดเหล็กมีประสิทธิภาพอย่างต่อเนื่อง.
- ตรวจสอบและเปลี่ยนชิ้นส่วนที่สึกหรออย่างสม่ำเสมอ: ชิ้นส่วนเช่น หัวฉีดเครื่องยิงตัด ง่าม และการเคลือบจะสึกหรออย่างรวดเร็วระหว่าง การพ่นวัสดุ—หัวฉีดที่สึกหรอลดการผลิตเครื่องยิงตัดและความสม่ำเสมอ ในขณะที่ง่ามที่สึกหรอจะส่งผลกระทบต่อการเร่งการยิง ตรวจสอบชิ้นส่วนเหล่านี้ทุกสัปดาห์และเปลี่ยนเมื่อมีการสึกหรอเกิน 10% เพื่อรักษาประสิทธิภาพของเครื่องยิงตัด.
- ทำความสะอาดและบำรุงรักษาระบบการรีไซเคิลเครื่องยิงตัด: ทำความสะอาดท่อรีไซเคิล ตัวกรอง และถังเก็บอย่างสม่ำเสมอเพื่อลบเศษที่เหลือเครื่องยิงตัดและสิ่งสกปรก หลีกเลี่ยงการอุดตัน ตรวจสอบสายพานลำเลียงและมอเตอร์ของระบบรีไซเคิลอย่างสม่ำเสมอเพื่อให้มั่นใจในการทำงานอย่างราบรื่น.
- Lubricate moving parts: lubricate the shot blaster’s impeller bearings, conveyor chains, and other moving parts with anti-wear lubricating oil every 2 weeks to reduce friction, lower energy consumption, and extend equipment service life.
- Inspect the dust removal system: clean the dust filter regularly to ensure good dust removal effect, avoid dust accumulation affecting the shot blaster’s operation, and protect the working environment and operators’ health. Regular maintenance can reduce shot blaster fault rates by 60% or more, ensuring continuous efficient shot blasting for steel structures.

How to Solve Common Efficiency Issues in Steel Structure Shot Blasting?
Even with a well-designed shot blasting solution, common efficiency issues may still occur during steel structure shot blasting—timely solutions are essential to maintain efficiency.
- One common issue is uneven shot blasting: this is usually caused by incorrect nozzle angle, uneven machine shot flow, or worn shot blaster parts. To solve this, adjust the nozzle angle and distance, check and adjust the machine shot flow, and replace worn parts.
- Another issue is frequent machine shot blockage: this is often due to damp or contaminated machine shot, or blocked pipelines. Solution: dry and filter machine shot before use, clean the pipelines regularly, and install anti-blocking devices. A third issue is low shot blaster power: this may be caused by insufficient power supply, worn impellers, or excessive machine shot load. Check the power supply, replace worn impellers, and adjust the machine shot flow to match the shot blaster’s capacity.
Additionally, train operators to master correct operation methods to avoid improper operation leading to efficiency issues. By solving these common problems promptly, you can ensure the shot blasting process remains efficient and stable, meeting the needs of steel structure mass production.
บทสรุป
Proper shot blaster, machine shot matching and process optimization ensure efficient steel shot blasting.
For professional advice on steel structure shot blasting solutions and shot blaster selection,
ติดต่อเราผ่านทางอีเมล: [email protected]