Most horizontal molding lines suffer low OEE, raising costs; targeted upgrades effectively lift molding productivity.
Learn practical efficiency upgrades for horizontal molding, horizontal molding lines, horizontal flaskless molding machine and sand molding machine to reduce downtime and boost foundry output.
Read on to explore actionable, field-proven line optimization strategies for foundries.
What Causes Low Efficiency in Traditional Horizontal Molding Lines?
Low operational efficiency in conventional horizontal molding lines stems from mismatched equipment coordination, outdated mechanical settings, and irregular operational workflows that hinder stable horizontal molding output.
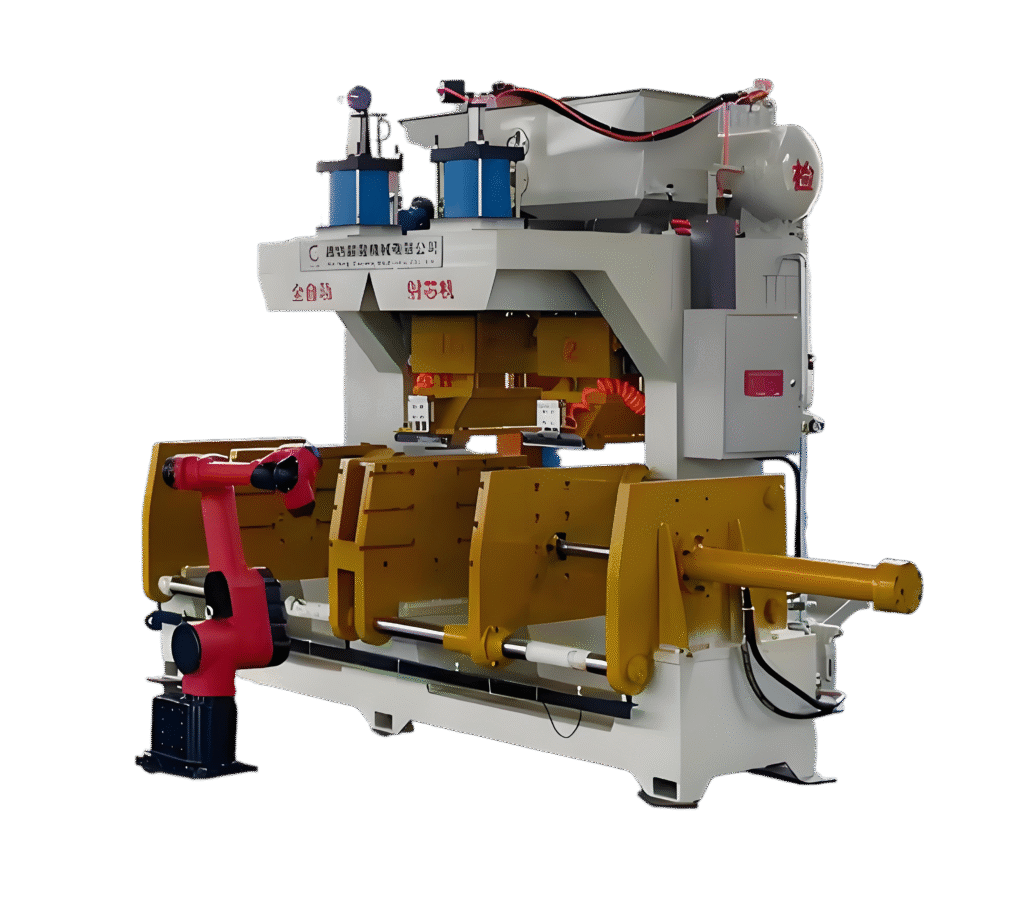
- Most foundry production bottlenecks do not originate from single device failure but from poor synergy between the core horizontal flaskless molding machine and supporting sand molding machine.
- Many factories run high-spec horizontal flaskless molding machine with outdated sand molding machine that delivers unstable sand moisture, inconsistent particle fineness, and insufficient continuous sand supply, creating long idle waiting periods for molding equipment.
Additionally, traditional horizontal molding lines rely heavily on manual intervention for mold positioning, core setting, and defect inspection, leading to unbalanced cycle times and frequent human errors. Outdated hydraulic systems and uncalibrated guiding structures further reduce horizontal molding precision, increasing scrap rates and rework workload. Industry operational data shows that unoptimized horizontal molding lines maintain an average OEE of only 55% to 60%, with nearly 40% of production time wasted on idle standby, equipment minor faults, and rework. These cumulative issues greatly reduce annual output and weaken the profit margin of small and medium-sized foundry enterprises.

How to Optimize Horizontal Flaskless Molding Machine Performance for Faster Cycles?
The horizontal flaskless molding machine serves as the core power unit of all standard horizontal molding lines, and its performance directly determines the overall horizontal molding cycle speed and product consistency.
- Optimizing core mechanical and control parameters is the most cost-effective way to improve line efficiency without large-scale equipment replacement. Traditional horizontal flaskless molding machine models usually maintain a single molding cycle of 35 to 42 seconds, while optimized parameter configurations can shorten the cycle to 24 to 30 seconds while retaining high molding precision. Key optimization measures include stabilizing hydraulic constant-pressure compaction, upgrading precision four-column guiding systems, and installing intelligent fast mold-locking modules.
- Constant-pressure hydraulic control eliminates repeated compaction operations caused by pressure fluctuation, การรับประกันการสร้างแม่พิมพ์หนาแน่นแบบครั้งเดียวและหลีกเลี่ยงการทำงานใหม่ที่มีข้อบกพร่อง โครงสร้างการนำที่แม่นยำช่วยลดข้อผิดพลาดในการแยกแม่พิมพ์ ประหยัดเวลาการปรับแคลริบเรตแบบแมนนวลในกระบวนการผลิตแม่พิมพ์แนวนอนแบบกลุ่ม ตารางเปรียบเทียบด้านล่างแสดงให้เห็นอย่างชัดเจนถึงการปรับปรุงประสิทธิภาพที่เกิดจากการปรับพารามิเตอร์อย่างมืออาชีพ:
| สถานะอุปกรณ์ | รอบการทำแม่พิมพ์เดี่ยว | อัตราการรับรองแม่พิมพ์ | OEE ของสายการผลิต |
| เครื่องทำแม่พิมพ์แนวนอนแบบไม่มีขอบที่ไม่ได้ปรับแต่ง | 35–42 วินาที | 91.2% | 58% |
| หน่วยที่ปรับแต่งอย่างมืออาชีพ | 24–30 วินาที | 99.1% | 84% |
ด้วยประสบการณ์ในพื้นที่ที่ร่ำรวยในการปรับปรุงอุปกรณ์หล่อ Chong Jen Machinery เชี่ยวชาญในการปรับแต่งแบบกำหนดเองสำหรับเครื่องทำแม่พิมพ์แนวนอนแบบไม่มีขอบ เราปรับพารามิเตอร์ไฮดรอลิกแบบพลังงานดิสก์ ปรับปรุงตรรกะการควบคุม PLC และแก้ไขการเบี่ยงเบนทางกลตามคุณลักษณะผลิตภัณฑ์ของลูกค้า ช่วยให้สายการผลิตแม่พิมพ์แนวนอนได้ทำงานได้เร็วขึ้นและมีเสถียรภาพมากขึ้น.
จะจับคู่ Sand Molding Machine พารามิเตอร์กับสายการทำแม่พิมพ์แนวนอนได้อย่างไร?
การจับคู่ที่สมบูรณ์แบบระหว่างเครื่องทำแม่พิมพ์ทรายและเครื่องทำแม่พิมพ์แนวนอนแบบไม่มีขอบเป็นกุญแจสำคัญในการกำจัดปัญหาคอขวดในสายการผลิตแม่พิมพ์แนวนอน เนื่องจากทรายแม่พิมพ์ที่ผ่านการรับรองเป็นพื้นฐานของการทำแม่พิมพ์แนวนอนที่มีคุณภาพสูงและต่อเนื่อง.
- หลายโรงหล่อมองข้ามการปรับแต่งระบบทราย, ส่งผลให้เกิดการหยุดชะงักในสายการผลิตบ่อยครั้งจากการใช้วัสดุทรายที่ไม่ผ่านการรับรอง เครื่องทำแม่พิมพ์ทรายประสิทธิภาพสูงจำเป็นต้องควบคุมความชื้นของทรายให้อยู่ในช่วงความผิดพลาด 2% กรองฝุ่นละเอียดและสิ่งปนเปื้อนโลหะออก และรักษาความหนาแน่นของทรายให้สม่ำเสมอในแต่ละชุด ความสามารถในการจ่ายทรายอย่างต่อเนื่องต้องสำรอง 10% ถึง 15% เพื่อหลีกเลี่ยงการรอคอยในกรณีที่ไม่ได้มีงาน.
- นอกจากนี้ การกำหนดค่าที่ได้รับการปรับแต่งในสมัยใหม่ทำให้เกิดการเชื่อมโยงข้อมูลแบบเรียลไทม์: เครื่องทำแม่พิมพ์ทรายจะปรับความเร็วในการผสมทรายและปริมาณการให้อาหารโดยอัตโนมัติตามจังหวะการทำงานของสายการทำแม่พิมพ์แนวนอน การจับคู่แบบซิงโครนัสนี้ช่วยแก้ปัญหาทั่วไป เช่น การพังของแม่พิมพ์ ข้อบกพร่องจากการรวมทราย และเวลาที่เครื่องจักรไม่ทำงานจากการจัดหาทรายล่าช้า การจับคู่ระบบทรายที่เป็นมาตรฐานสามารถลดเวลาหยุดทำงานของสายได้มากกว่า 25% และช่วยรักษาคุณภาพการทำแม่พิมพ์แนวนอนให้มีเสถียรภาพอย่างมีประสิทธิภาพในการผลิตแบบต่อเนื่องระยะยาว.
การอัปเกรดอัตโนมัติทำให้การผลิตในสายการทำแม่พิมพ์แนวนอนมีประสิทธิภาพมากขึ้นได้อย่างไร?
การเปลี่ยนแปลงไปสู่ระบบอัตโนมัติที่ชาญฉลาดเป็นการอัปเกรดที่จำเป็นสำหรับสายการผลิตแม่พิมพ์แนวนอนสมัยใหม่ เพื่อให้เกิดการปรับปรุงประสิทธิภาพที่มีคุณภาพ ลดการพึ่งพาแรงงานมนุษย์และข้อผิดพลาดที่เกิดจากมนุษย์ในกระบวนการทำแม่พิมพ์แนวนอน.
- สายการผลิตแม่พิมพ์แนวนอนกึ่งอัตโนมัติแบบดั้งเดิมต้องการการตั้งค่าแกนด้วยมือ การตรวจสอบแม่พิมพ์, and workpiece handling, which occupy nearly one-third of the total production cycle and restrict line output.
- Automatic upgrades cover the entire production process of the horizontal flaskless molding machine and supporting systems, including automatic core-setting stations, unmanned mold conveying lines, and intelligent real-time monitoring modules. Parallel operation design allows core preparation and mold compaction to proceed simultaneously, compressing overall production takt time. Automatic fault diagnosis systems monitor the operating status of sand molding machine and molding equipment in real time, automatically alarming and solving minor abnormalities to prevent large-scale shutdowns.
In addition, automatic pattern quick-change structures shorten product switching time, solving the low-efficiency problem of multi-variety customized production. Automated Horizontal Molding Lines not only improve hourly output but also ensure consistent horizontal molding precision for each batch, reducing post-processing labor costs and defective loss.

How Does Scientific Workshop Layout Optimize Horizontal Molding Operations?
Reasonable workshop layout is a low-cost, high-return optimization method to maximize the efficiency of horizontal molding lines, which is often ignored in traditional foundry upgrades.
- Disordered equipment placement leads to long mold conveying paths, cross-operation interference, and blocked heat dissipation, resulting in low horizontal molding efficiency and frequent equipment overheating faults.Standard optimized layout adopts linear streamlined arrangement, placing sand molding machine, horizontal flaskless molding machine, pouring station, cooling tunnel, and shakeout equipment in sequential production order to avoid workpiece backtracking and repeated handling.
- Reserved maintenance spacing ensures daily inspection and component replacement do not interfere with continuous line operation. Centralized layout of dust removal and sand recovery systems shortens transmission pipelines, improving sand supply response speed and negative pressure dust removal efficiency.
Scientific layout balances the operating rhythm of each process node, eliminates single-equipment idle bottlenecks, and improves the overall operating efficiency of horizontal molding lines by 15% to 20%. For both new factory planning and old factory renovation, layout optimization can fully release the performance potential of existing horizontal molding equipment.

How Does Preventive Maintenance Sustain Long-Term Line Efficiency?
Long-term stable high efficiency of Horizontal Molding Lines relies entirely on standardized preventive maintenance, which avoids efficiency attenuation caused by equipment aging and sudden failures.
- Long-term continuous horizontal molding operation will cause wear on horizontal flaskless molding machine guide rails, hydraulic seals, and impeller components, while the filter screen and mixing device of the sand molding machine are prone to blockage and aging. Without regular maintenance, equipment operation accuracy will gradually decline, molding cycle time will be prolonged, and unplanned downtime will increase significantly.
- A complete preventive maintenance system includes daily dust cleaning, weekly component inspection, monthly parameter calibration, and seasonal lubricating oil replacement. Timely replacement of worn parts ensures that horizontal molding equipment รักษาสถานะการทำงานที่เหมาะสมอยู่เสมอ.
ข้อมูลแสดงให้เห็นว่าการบำรุงรักษามาตรฐานสามารถลดเวลาหยุดทำงานที่ไม่คาดคิดของสายการหล่อแนวนอนลงได้มากกว่า 60% และขยายอายุการใช้งานของอุปกรณ์หลักได้ 30%. Chong Jen Machinery ให้แนวทางการบำรุงรักษาที่ครบวงจรสำหรับระบบการหล่อแนวนอน ช่วยให้ลูกค้าสร้างกลไกการจัดการอุปกรณ์ที่สมบูรณ์เพื่อรักษาการทำงานที่มีประสิทธิภาพในระยะยาวของสายการผลิต.
บทสรุป
ปรับแต่งอุปกรณ์ อัตโนมัติ และรูปแบบเพื่อเพิ่มประสิทธิภาพของสายการหล่อแนวนอนอย่างมั่นคง.
Contact Chong Jen Machinery
สำหรับการปรับแต่งสายการหล่อแนวนอนแบบมืออาชีพและโซลูชั่นเครื่องหล่อแบบไม่มีฟลาสก์แบบกำหนดเอง,
email us:[email protected]