Blasting tembakan suboptimal untuk komponen otomotif menyebabkan cacat kualitas; optimisasi proses dengan Peralatan Wheelblast memastikan konsistensi dan efisiensi.
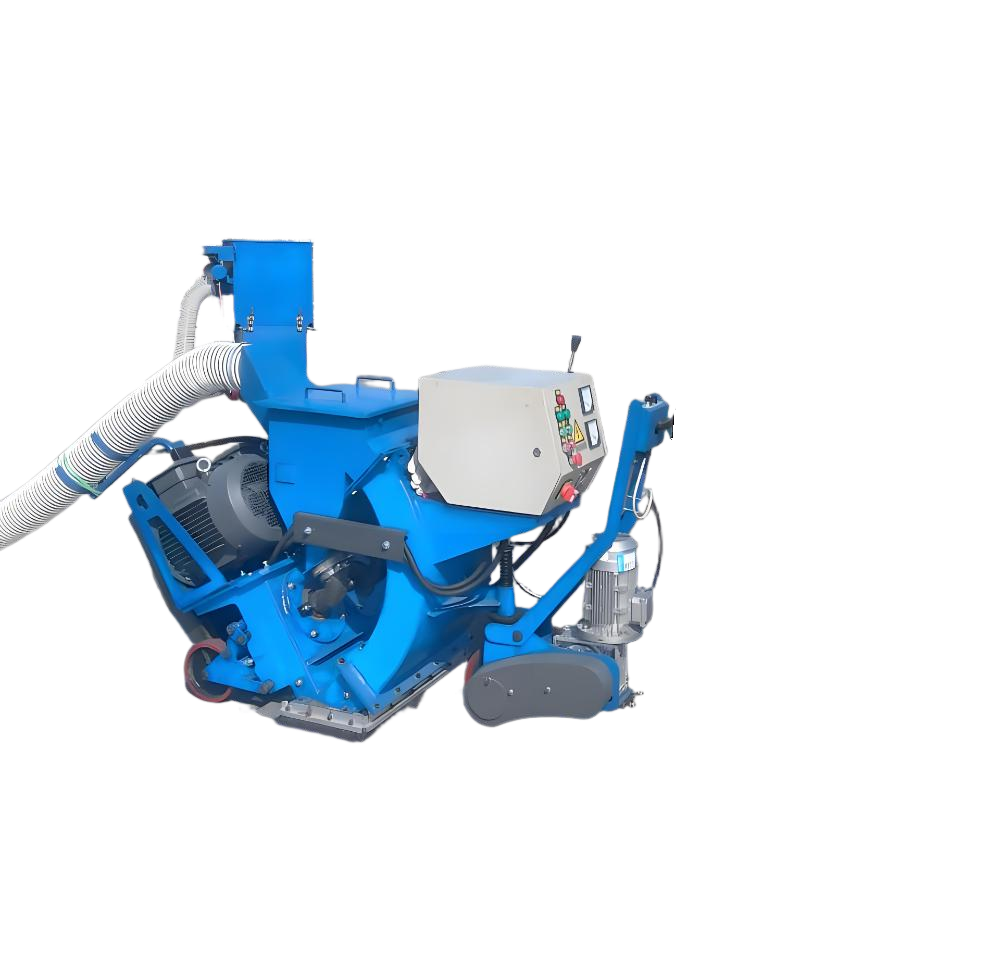
Panduan ini menjelaskan metode praktis untuk mengoptimalkan proses blasting tembakan untuk komponen otomotif, memanfaatkan Peralatan Wheelblast dan mesin blasting tembakan untuk meningkatkan kualitas, mengurangi biaya, dan meningkatkan produktivitas.
Jelajahi strategi optimisasi kunci dan tindakan pencegahan untuk blasting tembakan komponen otomotif di bawah ini.
Mengapa Optimisasi Proses Blasting Tembakan Sangat Penting untuk Komponen Otomotif?
Blasting tembakan adalah proses vital dalam produksi komponen otomotif, karena secara langsung mempengaruhi kualitas, kinerja, dan umur layanan komponen seperti blok mesin, roda gigi, bagian sasis, dan panel bodi.
- Proses blasting tembakan suboptimal menyebabkan berbagai masalah: kekasaran permukaan yang tidak merata mempengaruhi adhesi pelapisan selanjutnya, meninggalkan bagian yang rentan terhadap korosi; penghilangan burr, pasir, atau karat yang tidak lengkap mengakibatkan kegagalan perakitan dan keausan dini; tembakan mesin yang berlebihan menyebabkan kerusakan permukaan, meningkatkan tingkat pengerjaan ulang dan limbah material. Cacat-cacat ini tidak hanya meningkatkan biaya produksi tetapi juga menimbulkan risiko keselamatan bagi operasi otomotif.
- Optimisasi proses menangani titik-titik kesakitan ini dengan memaksimalkan efisiensi dari Peralatan Wheelblast dan mesin blasting tembakan, memastikan kualitas permukaan yang konsisten, mengurangi pengerjaan ulang dan waktu henti, serta selaras dengan standar ketat industri otomotif.
Selain itu, blasting tembakan yang dioptimalkan meningkatkan ketahanan kelelahan komponen kritis, memperpanjang umur layanan keseluruhan kendaraan. Singkatnya, optimisasi proses blasting tembakan sangat penting untuk menyeimbangkan kualitas, efisiensi, dan biaya dalam produksi komponen otomotif.

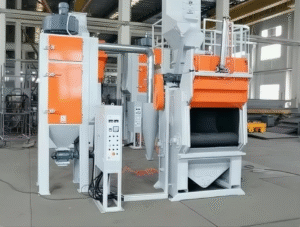
Bagaimana Memilih Peralatan Wheelblast dan Mesin Blasting Tembakan yang Sesuai untuk Komponen Otomotif?
Memilih Peralatan Wheelblast dan mesin blasting tembakan yang tepat adalah pondasi optimisasi proses, karena berbagai komponen otomotif memerlukan peralatan khusus untuk mencapai hasil blasting tembakan yang optimal.
- Sesuaikan jenis peralatan dengan karakteristik bagian: untuk bagian kecil dan presisi (seperti baut, mur, dan roda gigi kecil), gunakan mesin blasting tembakan sabuk timbul, yang memastikan tembakan mesin yang seragam dengan memutar bagian secara terus menerus. Untuk bagian besar dan berat (seperti blok mesin, rangka sasis), pilih meja atau rel overhead Peralatan Wheelblast, yang memungkinkan penempatan yang tepat dan blasting tembakan yang terarah. Untuk bagian logam datar (seperti panel bodi), pilih mesin blasting tembakan udara untuk menghindari deformasi permukaan.
- Prioritaskan peralatan dengan parameter yang dapat disesuaikan: pilih Peralatan Wheelblast yang dilengkapi dengan penggerak frekuensi variabel (VFD) untuk mengontrol kecepatan impeller, laju aliran abrasif, dan tekanan blasting tembakan, memungkinkan fleksibilitas untuk kebutuhan berbagai bagian.
- Pastikan kompatibilitas dengan standar otomotif: pilih shot blasting machines dengan presisi dan stabilitas tinggi, mampu mencapai kekasaran permukaan yang konsisten (Ra 1.6-6.3μm) seperti yang dibutuhkan oleh produsen otomotif. Menginvestasikan pada Peralatan Wheelblast yang sesuai tidak hanya meningkatkan kualitas semburan tembakan tetapi juga mengurangi konsumsi energi dan keausan peralatan, meletakkan dasar yang solid untuk optimasi proses.
Bagaimana Mengoptimalkan Parameter Tembakan Mesin untuk Berbagai Bagian Otomotif?
Parameter tembakan mesin adalah inti dari optimasi proses peledakan tembakan, dan menyesuaikannya sesuai dengan jenis, material, dan ukuran bagian otomotif memastikan hasil yang optimal.
- Optimalkan parameter untuk bagian logam ferrous (seperti gear baja, blok mesin): gunakan Peralatan Wheelblast dengan kecepatan impeller 1600-1900rpm, laju aliran abrasif 220-280kg/menit, dan shot blast jarak 60-80mm. Pilih tembakan baja bulat dengan ukuran partikel 0.8-1.5mm untuk mencapai kekasaran permukaan yang sedang dan penghilangan karat yang menyeluruh.
- Sesuaikan parameter untuk bagian logam non-ferrous (seperti panel bodi paduan aluminium): kurangi kecepatan impeller menjadi 1200-1500rpm, laju aliran menjadi 150-200kg/menit, dan tingkatkan jarak semburan menjadi 80-100mm. Gunakan butiran kaca halus atau aluminium oksida (0.3-0.8mm) untuk menghindari goresan permukaan dan deformasi.
- Optimalkan parameter untuk bagian presisi (seperti gear transmisi): pertahankan tekanan semburan tembakan yang rendah (0.5-0.7MPa), aliran abrasif yang uniform, dan sudut semburan tembakan 45-60° untuk memastikan tekstur permukaan yang konsisten tanpa merusak profil gigi.
- Lakukan uji coba dan kalibrasi parameter: sebelum produksi formal, lakukan percobaan tembakan pasir pada bagian sampel, ukur kekasaran permukaan dan kebersihan, dan sesuaikan parameter sesuai kebutuhan. Buat basis data parameter untuk berbagai bagian otomotif untuk memungkinkan penyesuaian cepat selama produksi massal, memastikan konsistensi dan efisiensi.

Bagaimana Mengoptimalkan Pemilihan dan Manajemen Abrasif untuk Peledakan Tembakan Bagian Otomotif?
Pemilihan dan manajemen abrasif langsung memengaruhi kualitas semburan tembakan dan kinerja Peralatan Wheelblast, menjadikannya kunci untuk optimasi proses.
- Pilih abrasif berdasarkan material dan kebutuhan bagian: untuk bagian otomotif yang memerlukan finishing permukaan tinggi (seperti panel bodi), gunakan abrasif bulat (tembakan baja, butiran kaca) untuk dampak yang uniform dan permukaan yang halus. Untuk bagian yang memerlukan penghilangan karat atau penghalusan yang menyeluruh (seperti bagian rangka), gunakan abrasif angular (grit baja) untuk meningkatkan efisiensi pembersihan. Pastikan kekerasan abrasif sesuai dengan material bagian—kekerasan abrasif harus 10-20% lebih tinggi dari kekerasan bagian untuk menghindari keausan yang berlebihan atau pembersihan yang tidak memadai.
- Kontrol kualitas abrasif: gunakan abrasif dengan ukuran partikel yang uniform (kesalahan dalam batas ±0.2mm) dan hindari abrasif campuran atau terkontaminasi, yang dapat menyebabkan kualitas permukaan yang tidak merata dan menyumbat saluran Peralatan Wheelblast. Saring abrasif sebelum menambahkannya ke dalam mesin blasting menghilangkan puing-puing dan partikel yang aus.
- Optimalkan pemulihan dan penggunaan abrasif: lengkapi mesin tembak pasir dengan sistem pemulihan abrasif yang efisien untuk mendaur ulang 80-90% abrasif yang dapat digunakan, mengurangi biaya material. Secara teratur periksa sistem pemulihan, bersihkan saluran dan pemisah, dan ganti layar yang aus untuk memastikan operasi yang lancar.
- Pantau keausan abrasif: ganti abrasif ketika ukuran partikelnya berkurang lebih dari 30%, karena abrasif yang aus mengurangi efisiensi pembersihan dan meningkatkan keausan peralatan. Pemilihan dan manajemen abrasif yang tepat dapat mengurangi limbah material sebesar 40%, memperbaiki shot blast kualitas, dan memperpanjang masa pakai Peralatan Wheelblast.
Bagaimana Mengoptimalkan Alur Proses dan Kontrol Kualitas untuk Tembakan Pasir Suku Cadang Otomotif?
Mengoptimalkan alur proses secara keseluruhan dan memperkuat kontrol kualitas memastikan hasil yang stabil dan konsisten dari proses tembak pasir untuk suku cadang otomotif.
- Optimalkan persiapan pra-tembak pasir: bersihkan suku cadang otomotif untuk menghilangkan minyak, gemuk, dan kontaminan yang longgar sebelum tembak pasir, karena substansi ini mengurangi adhesi abrasif dan mempengaruhi efisiensi pembersihan. Gunakan agen penghilang minyak atau udara bertekanan tinggi untuk memastikan permukaan suku cadang bersih dan kering. Susun suku cadang dalam Peralatan Wheelblast untuk menghindari tumpang tindih atau perlindungan, memastikan semua permukaan terpapar sepenuhnya pada tembakan mesin. Untuk suku cadang berbentuk kompleks (seperti kepala silinder mesin), gunakan perlengkapan berputar untuk mencapai cakupan tembakan pasir yang merata.
- Optimalkan perlakuan pasca-tembak pasir: setelah tembak pasir, gunakan udara terkompresi untuk meniup abrasif sisa dan debu dari permukaan suku cadang, memastikan tidak ada puing-puing yang tersisa. Lakukan pemeriksaan visual dan pengujian kekasaran permukaan untuk memeriksa cacat seperti permukaan yang tidak rata, goresan, atau pembersihan yang tidak lengkap.
- Tentukan standar kontrol kualitas yang ketat: tetapkan kriteria yang jelas untuk kekasaran permukaan, kebersihan, dan penghilangan burr, dan gunakan alat profesional (penguji kekasaran, meter kebersihan) untuk memeriksa suku cadang secara teratur. Terapkan kontrol proses statistik (SPC) untuk memantau stabilitas proses, mengidentifikasi deviasi lebih awal, dan menyesuaikan parameter atau peralatan dengan cepat.
- Optimalkan penjadwalan produksi: koordinasikan tembakan pasir proses dengan proses hulu (penuangan, penempaan) dan hulu (pelapisan, perakitan) untuk mengurangi waktu henti dan meningkatkan efisiensi produksi. Latih operator untuk menguasai persyaratan proses dan keterampilan kontrol kualitas, memastikan operasi yang konsisten. Optimasi ini mengurangi tingkat perbaikan kembali sebesar 35% dan memastikan suku cadang otomotif memenuhi standar industri yang ketat.
Kesimpulan
Pemilihan peralatan, penyesuaian parameter, dan kontrol proses mengoptimalkan tembak pasir suku cadang otomotif.
Untuk panduan profesional tentang optimisasi tembak pasir suku cadang otomotif dan pemilihan Peralatan Wheelblast,
hubungi kami melalui email: [email protected]