Poor pipeline inner wall pretreatment causes corrosion; optimized shot blasting machines ensure long-term anti-corrosion effects.
This guide elaborates on the design of Pipe Inner/Outer Wall Shot Blast Cleaning Machines for long-distance pipeline anti-corrosion pretreatment, improving shot blasting efficiency and quality.
Explore key design elements of professional pipe cleaning machines below.
What Core Structural Design Features Are Required for Pipe Inner Wall Shot Blasting Machines?
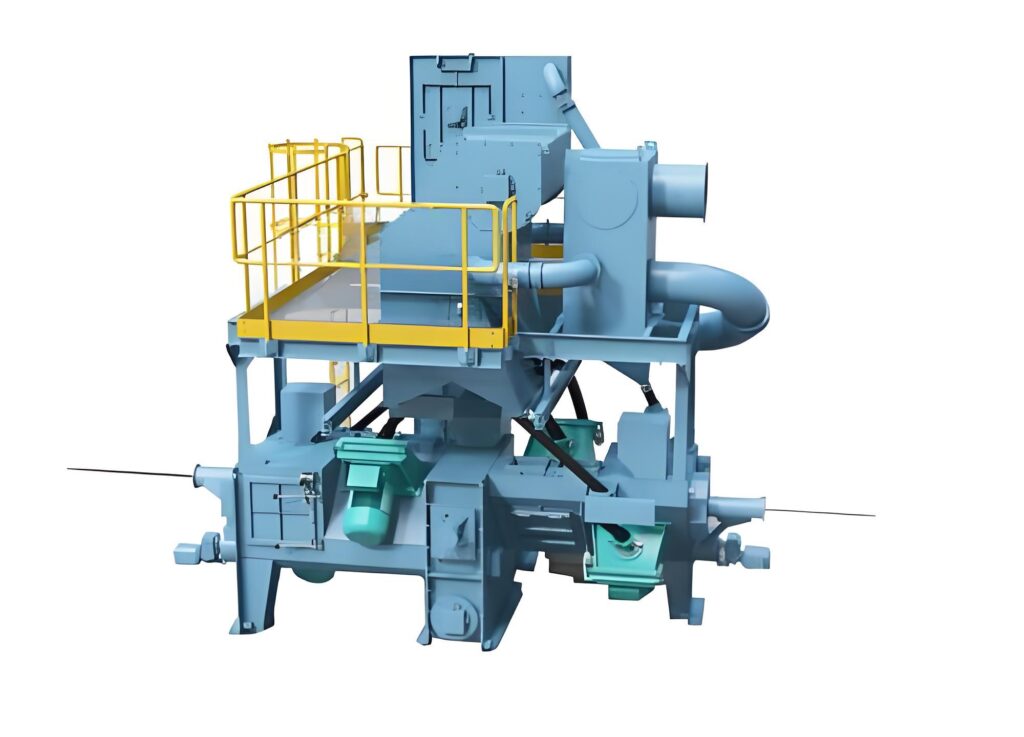
The structural design of Pipe Inner/Outer Wall Shot Blast Cleaning Machines for long-distance pipelines must prioritize adaptability, efficiency, and stability. First, the core component is the telescopic shot blasting arm, which needs to extend 50-100 meters to cover the entire length of long-distance pipelines while maintaining consistent distance from the inner wall to ensure uniform shot blasting. The arm should be equipped with flexible joints to navigate slight bends in pipelines without getting stuck. Second, the abrasive delivery system must use high-pressure air to transport steel shot or steel grit at a stable flow rate of 200-300 kg/min, preventing clogs that would disrupt the shot blasting process. Third, the machine’s frame should adopt modular design, making it easy to disassemble and transport to construction sites, which is critical for on-site pipeline pretreatment. Additionally, integrating a quick-connect coupling system allows operators to assemble the Pipe Cleaning Machine in a short time, reducing downtime between projects. The structural design also needs to include a protective casing to prevent abrasive rebound and dust leakage during shot blasting, ensuring compliance with environmental standards. These structural features collectively enable the Pipe Inner/Outer Wall Shot Blast Cleaning Machine to handle the unique challenges of long-distance pipeline inner wall treatment, delivering thorough rust and scale removal that is essential for subsequent anti-corrosion coating adhesion.
How to Optimize Shot Blasting Parameters for Long-Distance Pipeline Inner Wall Treatment?
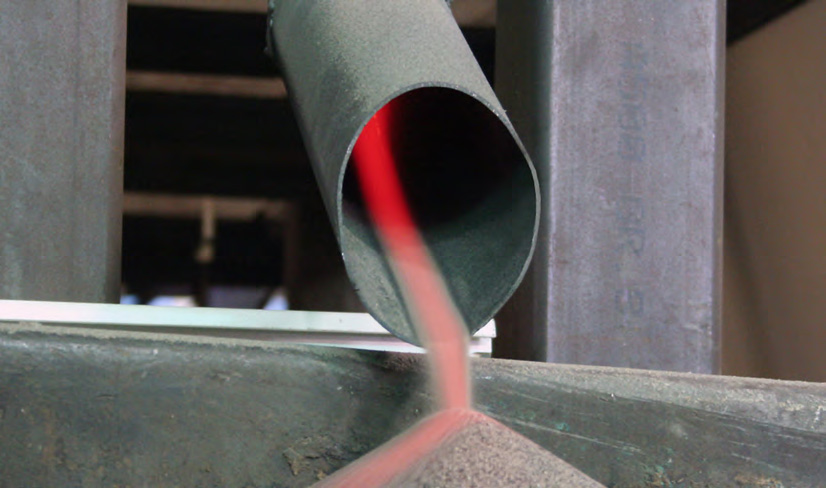
Optimizing shot blasting parameters is a key step to ensure the Pipe Cleaning Machine achieves ideal anti-corrosion pretreatment results for long-distance pipelines. First, abrasive selection is critical: for pipelines with thick rust and scale, angular steel grit (1.0-1.5mm) is preferred for its strong impact force, while spherical steel shot (0.8-1.2mm) is suitable for pipelines requiring a smooth surface finish after shot blasting. The abrasive hardness should be HV 450-550 to balance cleaning efficiency and pipeline wall protection, avoiding over-blasting that could thin the pipe wall. Second, shot blasting pressure must be adjusted based on pipeline diameter—for large-diameter pipelines (≥1000mm), a pressure of 0.7-0.9MPa ensures full coverage, while small-diameter pipelines (≤500mm) require lower pressure (0.5-0.7MPa) to prevent abrasive accumulation in dead corners. Third, the rotation speed of the shot blasting arm should be synchronized with the machine’s forward speed; a rotation speed of 10-15 rpm and forward speed of 0.2-0.5m/min ensures each area of the pipe inner wall is blasted 3-5 times, meeting the Sa2.5 anti-corrosion standard. Additionally, real-time monitoring of shot blasting parameters via sensors helps operators adjust pressure and flow rate promptly if inconsistencies are detected during shot blasting. Proper parameter optimization not only improves the cleaning quality of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine but also reduces abrasive consumption by 15-20%, lowering operational costs for long-distance pipeline projects.

How to Integrate Dust Removal and Abrasive Recovery Systems into Pipe Inner Wall Shot Blasting Machines?
Integrating efficient dust removal and abrasive recovery systems is indispensable for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline pretreatment, as it ensures environmental compliance and cost-effectiveness. First, the dust removal system should adopt a two-stage filtration process: a primary cyclone separator to capture large abrasive particles and a secondary HEPA filter to trap fine dust, achieving a dust removal efficiency of over 99%. This system prevents dust from escaping into the atmosphere during shot blasting, protecting workers’ health and meeting strict industrial emission standards. Second, the abrasive recovery system must use a vacuum suction mechanism to collect used abrasives from the bottom of the pipeline, separating reusable abrasives from debris and dust via a vibration sieve. The recovered abrasives can be reused up to 50 times, significantly reducing abrasive procurement costs for large-scale pipeline projects. The system should also be equipped with a level sensor to monitor abrasive levels in the storage tank, automatically refilling the shot blasting arm to maintain consistent flow. For on-site construction, the dust removal and recovery systems should be mounted on a mobile platform, allowing them to move in tandem with the Pipe Cleaning Machine as it processes long-distance pipelines. This integration not only enhances the environmental performance of the shot blasting operation but also improves the overall efficiency of the Pipe Inner/Outer Wall Shot Blast Cleaning Machine, minimizing downtime for abrasive refills and dust disposal.

What On-Site Adaptability Design Improvements Are Needed for Pipe Inner Wall Shot Blasting Machines?
On-site adaptability is a crucial design consideration for Pipe Inner/Outer Wall Shot Blast Cleaning Machines used in long-distance pipeline anti-corrosion pretreatment, as these projects are often conducted in remote or harsh environments. First, the machine should be powered by both electric and diesel engines, allowing it to operate in areas without access to grid electricity. The diesel engine should be energy-efficient and low-emission to meet environmental requirements for outdoor construction. Second, the machine’s control system should include a remote operation module, enabling operators to control the shot blasting process from a safe distance of 50-100 meters, avoiding exposure to dust and noise. The remote module should display real-time data such as shot blasting pressure, abrasive flow rate, and arm position, facilitating quick adjustments if issues arise during shot blasting. Third, the machine should be equipped with a self-leveling mechanism to maintain stability on uneven construction sites, preventing the shot blasting arm from deviating and causing uneven cleaning. Additionally, the Pipe Cleaning Machine should be compatible with different pipeline materials, including carbon steel, stainless steel, and ductile iron, by adjusting shot blasting parameters and abrasive types without major structural modifications. For underwater pipeline projects, a waterproof enclosure can be added to protect the machine’s electrical components. These on-site adaptability design improvements ensure the Pipe Inner/Outer Wall Shot Blast Cleaning Machine can perform reliably in diverse working conditions, making it a versatile solution for long-distance pipeline anti-corrosion pretreatment.
Conclusion
Scientific design ensures pipe inner wall shot blasting machines meet long-distance pipeline needs.