Le sablage des alliages d'aluminium provoque facilement des déformations et une mauvaise finition ; des méthodes de sablage appropriées résolvent efficacement ces problèmes.
Ce guide partage des conseils sur le sablage des alliages d'aluminium, couvrant la machine de sablage, le tir de machine et le sablage pour prévenir les déformations et contrôler la finition.
Maîtrisez ces compétences pratiques pour obtenir un sablage des alliages d'aluminium de haute qualité.
Comment prévenir la déformation lors du sablage des alliages d'aluminium ?
L'alliage d'aluminium est léger et a une faible dureté, ce qui le rend sujet à la déformation pendant le sablage, il est donc crucial de contrôler scientifiquement la machine de sablage et les paramètres du tir.
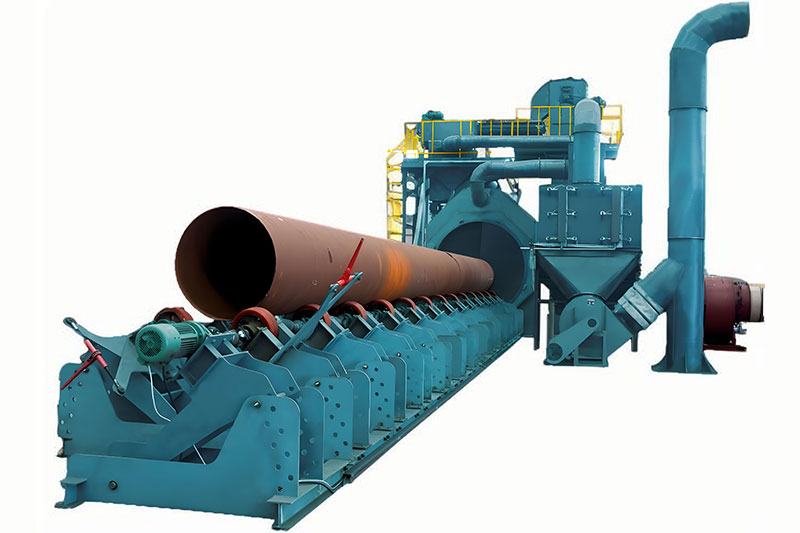
- Sélectionnez la bonne machine de sablage : choisissez un tir de faible intensité machine à projection de grenaille avec une puissance de tir réglable pour éviter les impacts excessifs. Ajustez l'intensité du tir de la machine de sablage à 0,15-0,25 MPa, ce qui équilibre l'effet de nettoyage et la prévention de la déformation.
- Choisissez le tir de machine approprié : utilisez un tir de machine petit et doux (comme du tir en aluminium ou des billes de verre) avec une taille de particule de 0,2-0,5 mm, réduisant la force d'impact sur l'alliage d'aluminium.
- Optimisez l'angle et la distance du tir : réglez l'angle de tir de la machine de sablage à 30-45 degrés et la distance à 150-200 mm, garantissant une uniformité l'intensité du tir de sablage sans sur-impact local.
- Fixez les pièces de travail fermement : utilisez des dispositifs de retenue doux pour éviter la déformation due au serrage, et assurez une force uniforme pendant le sablage. Ces mesures préviennent efficacement la déformation des alliages d'aluminium, garantissant la qualité du sablage tout en protégeant les pièces de travail.

Comment contrôler la finition de surface lors du sablage des alliages d'aluminium ?
Le contrôle de la finition de surface lors du sablage des alliages d'aluminium nécessite un ajustement précis des paramètres de la machine de sablage, du choix du tir de machine et de l'opération de sablage.
- Ajustez la vitesse de la machine de sablage : contrôlez la vitesse de l'impulseur à 1200-1500 tr/min pour garantir machine shot des impacts sur la surface de manière uniforme sans rayer.
- Sélectionnez le tir de machine de haute qualité : choisissez un tir de machine rond et lisse avec une taille de particule uniforme pour éviter une surface inégale causée par des particules irrégulières.
- Optimiser le temps de tir de grenaille : contrôlez le temps de tir de grenaille à 30-60 secondes par pièce, en évitant une sur-grenaillage qui réduit la finition.
- Traitement post-grenaillage : utilisez de l'air comprimé pour enlever les résidus de tir de machine à la surface, et polissez légèrement si nécessaire. Entretenez régulièrement la machine de grenaillage, nettoyez le tir de machine et remplacez les pièces usées pour garantir un effet de grenaillage stable. Ces étapes garantissent que le grenaillage d'aluminium atteint les exigences requises, répondant aux normes de qualité des produits.

Pourquoi le choix du tir de machine est-il critique pour le grenaillage en alliage d'aluminium ?
Le tir de machine est un facteur clé affectant la déformation et la finition du grenaillage en alliage d'aluminium, donc sélectionner le bon tir de machine est essentiel pour un grenaillage de haute qualité.
- La texture douce de l'alliage d'aluminium nécessite un tir de machine avec une dureté modérée et une taille de particule appropriée - un tir de machine trop dur (tel que le tir en acier) causera une déformation et des rayures à la surface, tandis qu'un tir de machine trop mou ne peut pas atteindre un nettoyage efficace. Optez pour un tir de machine en aluminium, en verre ou en plastique, qui ont une dureté correspondant à celle de l'alliage d'aluminium.
- La taille des particules du tir de machine affecte directement la finition : le petit tir de machine (0,2-0,5 mm) crée une surface lisse, tandis que le grand tir de machine (au-dessus de 0,8 mm) provoque des surfaces rugueuses.
De plus, le tir de machine doit être propre et sec - le tir de machine humide ou contaminé s'agglomère, conduisant à un grenaillage inégal et à une mauvaise finition. Écrémiez régulièrement le tir de machine pour éliminer les particules cassées et les impuretés, garantissant que seuls des tir de machine qualifiés sont utilisés dans la machine de grenaillage. Une sélection appropriée du tir de machine prévient non seulement la déformation mais garantit également une finition de surface cohérente, posant une base pour un grenaillage en alliage d'aluminium de haute qualité.

How to Optimize Shot Blasting Machine Parameters for Aluminum Alloy Shot Blasting?
The shot blasting machine’s parameters directly determine the effect of aluminum alloy shot blasting, so optimizing these parameters is key to preventing deformation and controlling finish.
- Adjust shot blast intensity: aluminum alloy requires lower intensity (0.15-0.25MPa) compared to steel workpieces, so set the shot blasting machine’s pressure accordingly to avoid excessive impact.
- Control shot flow rate: adjust the machine shot supply of the shot blasting machine to 5-8kg/min, ensuring uniform shot blast without local accumulation.
- Optimize impeller speed: set the impeller speed of the shot blasting machine to 1200-1500rpm, balancing impact force and finish—higher speed increases deformation risk, while lower speed reduces cleaning effect.
- Adjust conveying speed: set the shot blasting machine’s conveying speed to 0.5-1m/min, ensuring each part of the aluminum alloy workpiece receives sufficient shot blast without over-processing.
Regularly calibrate the shot blasting machine’s parameters to ensure stability, and adjust according to workpiece thickness and size. Optimized machine à projection de grenaille parameters ensure efficient, high-quality shot blasting, avoiding deformation and ensuring ideal finish.
What Are the Common Mistakes to Avoid in Aluminum Alloy Shot Blasting?
Many enterprises make common mistakes in aluminum alloy shot blasting, leading to deformation and poor finish, so avoiding these mistakes is critical.
- Using the wrong machine shot: choosing hard, large machine shot causes deformation and scratches, which is a common error in shot blasting.
- Setting excessive shot blast intensity: blindly increasing the shot blasting machine’s intensity to speed up cleaning leads to serious deformation.
- Fixation incorrect de la pièce : l'utilisation de dispositifs rigides ou d'un serrage lâche provoque une déformation pendant le sablage. Quatrièmement, négliger l'entretien de la machine de sablage : des pièces usées de la machine de sablage entraînent un sablage irrégulier, affectant la finition.
- Sablage excessif : un temps de sablage prolongé endommage la surface de l'alliage d'aluminium, réduisant la finition. Éviter ces erreurs nécessite une sélection scientifique du tir de la machine, un ajustement raisonnable des paramètres de sablage, une fixation appropriée des pièces et un entretien régulier. machine à projection de grenaille Ces mesures garantissent un sablage fluide, évitant la déformation et assurant une finition de surface cohérente.
Comment maintenir la cohérence dans la qualité du sablage d'alliage d'aluminium ?
Maintenir une qualité cohérente dans le sablage d'alliage d'aluminium nécessite une opération normalisée, un entretien régulier et un contrôle qualité strict.
- Établir des procédures de sablage standardisées : clarifier les paramètres de la machine de sablage, sélection de tir de la machine, le temps de sablage et les méthodes de fixation des pièces, en veillant à ce que tous les opérateurs suivent les mêmes normes.
- Entretenir régulièrement la machine de sablage : nettoyer l'intérieur de la machine, filtrer le tir de la machine, remplacer les roues de sablage et les buses usées, et calibrer les paramètres pour garantir un effet de sablage stable.
- Effectuer des inspections qualité régulières : vérifier la déformation de la pièce et la finition de surface après le sablage, ajuster les paramètres de la machine de sablage ou le tir de la machine si nécessaire.
- Former les opérateurs : s'assurer que les opérateurs maîtrisent l'utilisation de la shot blasting machine, sélection de tir de la machine et les compétences de sablage, évitant les opérations incorrectes.
De plus, enregistrer les paramètres de sablage et les résultats de qualité, résumant l'expérience pour optimiser le processus de sablage. En mettant en œuvre ces mesures, les entreprises peuvent maintenir une qualité cohérente de sablage d'alliage d'aluminium, répondant de manière stable aux exigences des produits.
Conclusion
Optimiser la machine de sablage et le tir de la machine pour contrôler la déformation et la finition du sablage d'alliage d'aluminium.
Pour des conseils professionnels sur le sablage d'alliage d'aluminium,
contactez-nous par e-mail : [email protected]