La eliminación de óxido inadecuada por chorro de abrasivo provoca corrosión en las estructuras de acero; el control preciso y la optimización del proceso aseguran la anticorrosión a largo plazo.
Esta guía abarca el control del grado de eliminación de óxido y la optimización del proceso de las máquinas de chorro de abrasivo, mejorando la anticorrosión de estructuras de acero a través del chorro de abrasivo científico.
Explore a continuación los métodos clave para mejorar la calidad del chorro de abrasivo en proyectos de anticorrosión.
¿Qué grados de eliminación de óxido se requieren para la anticorrosión de estructuras de acero y cómo controlarlos con máquinas de chorro de abrasivo?
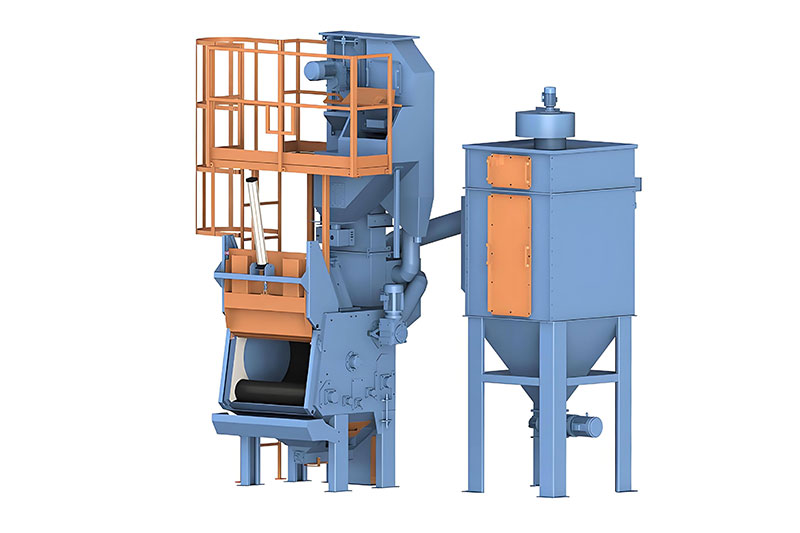
La anticorrosión de estructuras de acero tiene estrictos requisitos de grado de eliminación de óxido, determinados directamente por el rendimiento de las máquinas de chorro de abrasivo y las operaciones de chorro de abrasivo. Los grados comunes incluyen Sa2, Sa2.5 y Sa3, según lo especificado por normas internacionales. Sa2 denota eliminación completa de óxido, Sa2.5 indica eliminación muy completa de óxido (el más utilizado en proyectos industriales) y Sa3 representa la eliminación total de óxido hasta un brillo metálico. Una máquina de chorro de abrasivo de alta calidad logra control de grado ajustando parámetros clave: tipo de abrasivo (granallas de acero para grados altos, bolas de acero para necesidades generales), intensidad del chorro de abrasivo (controlada mediante presión y distancia de la boquilla) y velocidad de operación. Los operadores deben pre-calibrar la máquina de chorro de abrasivo con paneles de prueba, verificar la rugosidad y limpieza de la superficie después del chorro de abrasivo, y ajustar los parámetros en tiempo real para evitar sub-chorro (eliminación insuficiente de óxido) o sobre-chorro (daño estructural). Un control adecuado del grado asegura que el recubrimiento se adhiera firmemente, extendiendo la vida útil de la estructura de acero en 10-15 años.
¿Qué parámetros clave deben optimizarse para los procesos de chorro de abrasivo en la anticorrosión de estructuras de acero?
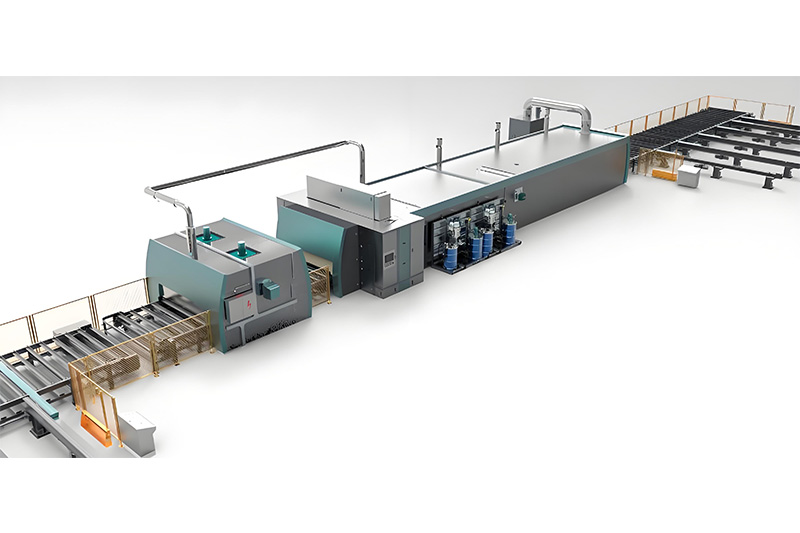
Optimizar los parámetros del proceso de chorro de abrasivo es crítico para mejorar la eficiencia, reducir costos y asegurar los efectos anticorrosión de las máquinas de chorro de abrasivo. El primer parámetro es la selección del abrasivo: emparejando el tamaño y la dureza del abrasivo con el grosor de la estructura de acero y el grado de óxido—para acero de paredes gruesas con óxido pesado, la granalla de acero de 1.2-2.0mm es ideal, mientras que la bola de acero de 0.8-1.2mm se adapta a componentes de paredes delgadas. En segundo lugar, la presión y el ángulo del chorro de abrasivo: una presión de 0.6-0.8MPa equilibra la eficiencia y la protección de la superficie, y un ángulo de boquilla de 45-60° asegura una cobertura uniforme del chorro. En tercer lugar, la velocidad del transportador: ajustarla a 0.5-1.5m/min según el tamaño del componente previene un chorro de abrasivo incompleto. Además, la optimización de la eficiencia de eliminación de polvo de la máquina de chorro de arena reduce el desperdicio de abrasivo y la contaminación ambiental. Estos ajustes de parámetros pueden mejorar la eficiencia del chorro de abrasivo en un 30% y reducir el consumo de abrasivo en un 15%, manteniendo grados de eliminación de óxido estables.

¿Cómo abordar problemas comunes de calidad en el chorro de abrasivo para la anticorrosión de estructuras de acero?
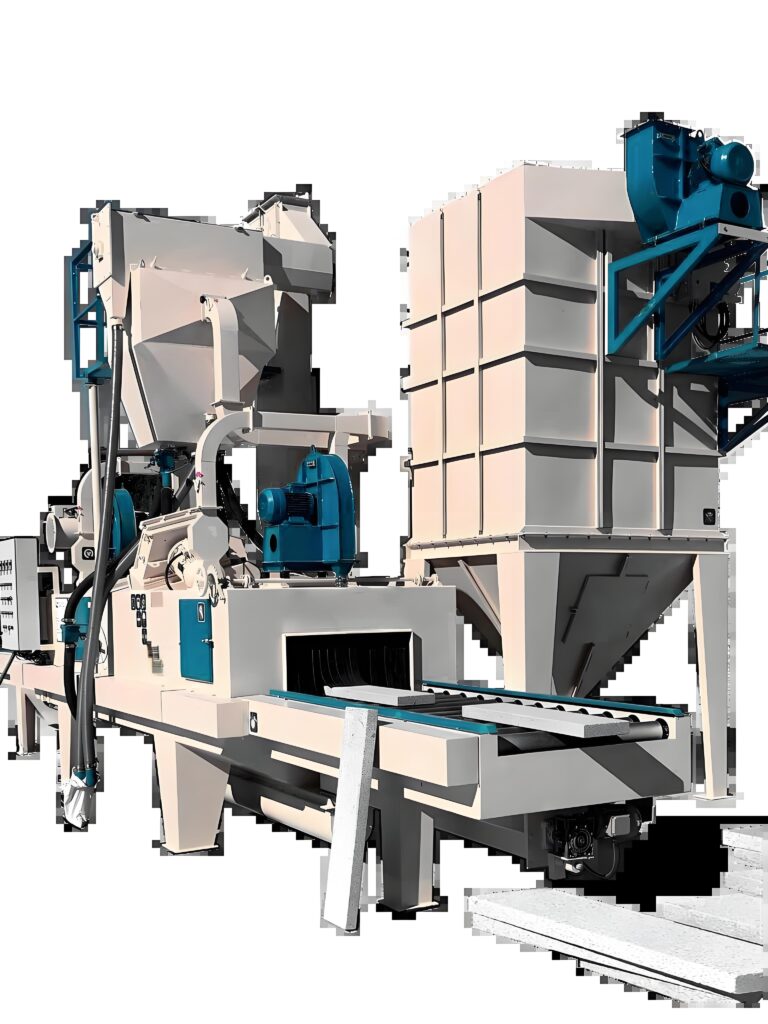
El chorro de abrasivo para la anticorrosión de estructuras de acero a menudo enfrenta problemas de calidad como la eliminación desigual de óxido, una rugosidad excesiva de la superficie y contaminación del abrasivo, todos solucionables mediante ajustes específicos en las máquinas de chorro de abrasivo y las operaciones. La eliminación desigual de óxido surge de una distribución desigual de la boquilla o flujo insuficiente de abrasivo; las soluciones incluyen optimizar el diseño de la boquilla en el máquina de chorro de arena y verificar los sistemas de transporte de abrasivo. La rugosidad excesiva, que perjudica la adhesión del recubrimiento, es causada por abrasivos demasiado grandes o alta presión; reemplazar por abrasivos más finos y reducir la presión en 0.1-0.2MPa soluciona esto. La contaminación del abrasivo (mezcla de abrasivos viejos y nuevos) afecta la consistencia de la eliminación de óxido; es necesaria la filtración y el reemplazo regular de abrasivos en la máquina de chorro de abrasivo. La inspección posterior al chorreado con paneles de comparación estándar y medidores de rugosidad también ayuda a detectar problemas tempranamente, asegurando que cada proceso de chorreado cumpla con los requisitos de calidad anti-corrosión.

¿Cuáles son los beneficios a largo plazo de optimizar el chorreado para la anti-corrosión de estructuras de acero?
Optimizar máquina de chorro de arena El rendimiento y los procesos de chorreado aportan beneficios económicos y de seguridad a largo plazo a los proyectos de anti-corrosión de estructuras de acero. Económicamente, un control preciso del grado de eliminación de óxido reduce las tasas de retrabajo del recubrimiento, ya que un chorreado de alta calidad asegura la durabilidad del recubrimiento y reduce los costos de mantenimiento a lo largo del ciclo de vida de la estructura. La optimización del proceso reduce el consumo de energía y abrasivos, recortando los costos operativos en un 20-25% anualmente. De manera segura, un chorreado efectivo previene la corrosión prematura de las estructuras de acero, evitando fallas estructurales y posibles riesgos de seguridad en edificios, puentes y instalaciones industriales. Además, el chorreado optimizado cumple con los estándares ambientales al reducir el polvo y los desechos abrasivos, alineándose con las tendencias de construcción ecológica. Para proyectos a gran escala como puentes de acero, estos beneficios se traducen en millones de ahorros en costos y una vida útil prolongada.
Conclusión
El control de la máquina de chorreado y la optimización del proceso garantizan la calidad anti-corrosión de las estructuras de acero.