Substandard shot blast on aerospace precision workpieces causes safety risks; mastering technical requirements ensures reliability.
This guide details the technical requirements for shot blasting of precision workpieces in aerospace, covering shot blasting machine parameters, process control and quality inspection.
Explore below to grasp key technical requirements for aerospace precision workpiece shot blast.

What Are the Parameter Requirements for Shot Blasting Machine in Aerospace Precision Workpiece Treatment?
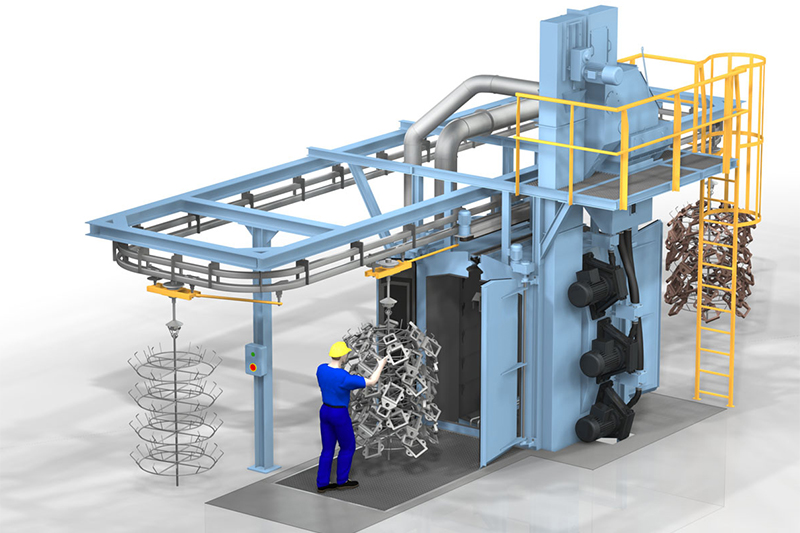
The shot blasting machine used for aerospace precision workpieces must meet extremely strict parameter requirements to avoid damaging the workpiece structure while achieving the desired strengthening effect. First, abrasive selection: only high-purity, uniform-grain abrasives (such as stainless steel shot, ceramic shot) are allowed, with grain size ranging from 0.1mm to 0.3mm. Impure or irregular abrasives will cause surface scratches on precision workpieces. Second, shot blast intensity: it must be precisely controlled between 0.15A and 0.4A (Almen intensity), depending on the workpiece material (titanium alloy, aluminum alloy, high-strength steel) and thickness. Excessive intensity will lead to workpiece deformation, while insufficient intensity cannot achieve the required fatigue resistance. Third, shot flow rate: the shot blasting machine’s flow rate should be stabilized at 5-15 kg/min, ensuring uniform coverage without local over-blasting. Fourth, blasting angle and distance: the angle between the shot blasting machine nozzle and the workpiece surface should be 30°-60°, and the distance should be controlled at 100-200mm to ensure uniform shot impact. These parameters must be calibrated and verified regularly to maintain the stability of the shot blast process.

What Are the Process Control Requirements for Shot Blasting of Aerospace Precision Workpieces?
Process control is the core of ensuring the quality of shot blasting for aerospace precision workpieces, involving pre-processing, in-process monitoring and post-processing links. Pre-processing requires strict cleaning of the workpiece surface to remove oil stains, oxides and dust—any impurities will affect the shot blast effect and cause uneven surface stress. The shot blast process must be carried out in a dust-free, temperature-controlled workshop (temperature 18-25℃, humidity 40%-60%) to avoid environmental factors affecting the process. During shot blast, real-time monitoring of key parameters (intensity, flow rate, nozzle position) is required through professional sensors, and abnormal data must trigger an immediate shutdown for adjustment. Post-processing involves removing residual abrasives on the workpiece surface with high-pressure air (pressure ≤0.3MPa) to prevent abrasive embedding. Additionally, the interval between shot blast and subsequent processing (such as coating, assembly) should not exceed 4 hours to avoid re-oxidation of the workpiece surface. Every link of the process must be recorded in detail to realize full traceability of the shot blast process.
What Are the Quality Inspection Requirements for Shot Blasted Aerospace Precision Workpieces?
Quality inspection of shot blasted aerospace precision workpieces is a critical barrier to ensure flight safety, with multiple strict inspection items and standards. First, surface roughness inspection: the workpiece surface roughness Ra must be controlled between 0.8μm and 3.2μm, tested by a precision roughness meter at no less than 5 measurement points per workpiece. Second, residual stress detection: the surface residual compressive stress should be ≥300MPa for high-strength steel workpieces and ≥200MPa for aluminum alloy workpieces, detected by X-ray diffraction technology. Third, surface integrity inspection: using a high-magnification microscope (magnification ≥100x) to check for scratches, pits, cracks and other defects—any defect with a depth exceeding 0.02mm is deemed unqualified. Fourth, dimensional accuracy verification: the shot blast process must not cause dimensional deviations exceeding ±0.01mm, verified by a three-coordinate measuring machine. Sampling inspection is not allowed for key components; 100% full inspection is required. Unqualified workpieces must be marked and isolated immediately, and a root cause analysis must be conducted before reworking or scrapping.
What Are the Material-Specific Technical Requirements for Aerospace Precision Workpiece Shot Blast?
Different aerospace precision workpiece materials have unique shot blast technical requirements due to their varying physical and chemical properties. For titanium alloy workpieces (widely used in engine components), low-intensity shot blast (0.15A-0.25A) is required, and the abrasive must be ceramic shot to avoid iron contamination—iron impurities will cause stress corrosion cracking of titanium alloy. For aluminum alloy workpieces (used in aircraft fuselage and wings), the shot blasting machine’s shot flow rate should be reduced to 5-10 kg/min to prevent material deformation, and the surface residual stress should be controlled at 200-250MPa. For high-strength steel workpieces (used in landing gear), high-intensity shot blast (0.3A-0.4A) is needed to enhance fatigue resistance, and post-shot blast tempering (180-200℃, 2 hours) is required to eliminate residual tensile stress. For composite material workpieces (newly applied in aerospace), special soft abrasives (such as plastic shot) must be used, and the shot blast intensity must be ≤0.15A to avoid damaging the composite structure. Material-specific parameter setting is crucial to ensure the effectiveness and safety of shot blast.
Conclusion
Strict technical requirements ensure safe, reliable shot blast of aerospace precision workpieces.
E-mail:[email protected]