Single shot blaster limits production capacity; assembly line configuration upgrades boost efficiency for mass production.
This guide details capacity improvement plans for shot blasting production lines, covering single machine optimization and assembly line configuration strategies.
Explore below to master key measures for upgrading shot blasting production capacity.
How to Optimize Single Shot Blaster to Lay the Foundation for Capacity Improvement?
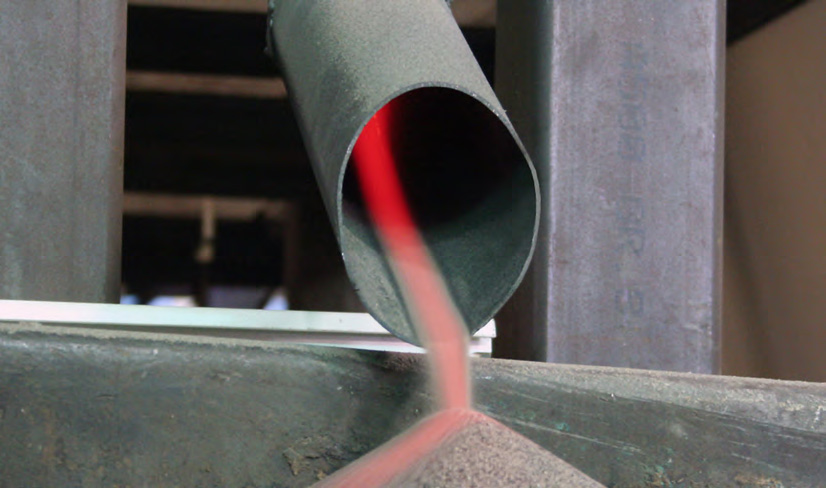
Optimizing the performance of single shot blaster is the basic premise for improving the capacity of shot blasting production lines, as the efficiency of individual equipment directly affects the overall output. First, upgrade key components of the shot blaster: replace traditional blast wheels with high-efficiency ones (such as curved blade blast wheels) to increase shot projection speed by 15-20%, thereby improving shot blasting efficiency per unit time. Equip the shot blaster with an automatic abrasive supply system to avoid downtime caused by manual feeding, ensuring continuous operation. Second, optimize shot blasting parameters: through pre-testing, determine the optimal combination of abrasive grain size, shot flow rate and blasting time for specific workpieces. For example, using 0.8-1.0mm steel shot for general casting cleaning can balance efficiency and quality, reducing unnecessary repeated shot blasting. Third, strengthen daily maintenance of the shot blaster: regularly inspect and replace worn parts such as blast wheel blades and nozzles (replace when wear exceeds 3mm), and ensure the abrasive recovery system is unobstructed. A well-maintained shot blaster can reduce failure rate by 30% and increase effective working time. Additionally, implement automatic control of the shot blaster, using programmable logic controllers (PLC) to adjust parameters in real time, reducing human error and improving processing consistency. These optimizations can increase the capacity of a single shot blaster by 25-35%.
What Are the Key Configuration Strategies for Converting Single Shot Blaster to Shot Blasting Assembly Line?
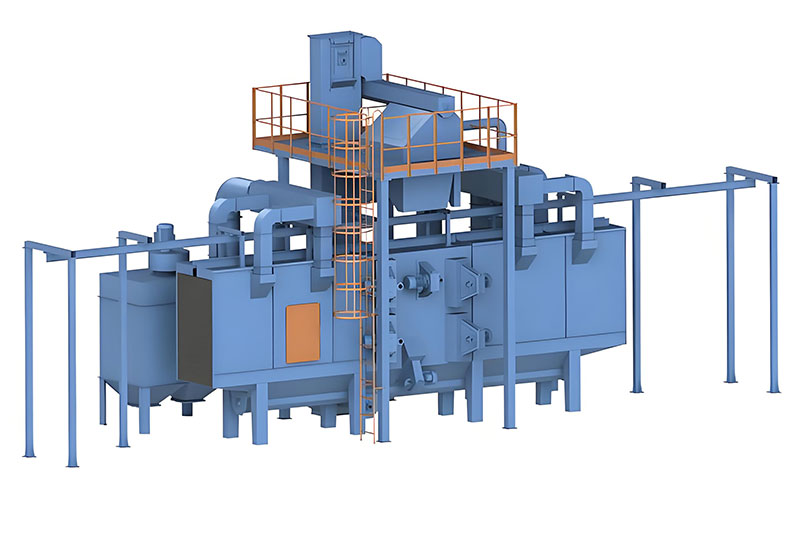
Converting single shot blaster to a fully configured shot blasting assembly line is the core measure to achieve large-scale capacity improvement, requiring scientific layout and system integration. First, design a reasonable conveying system: adopt roller conveyors, chain conveyors or hanging conveyors according to workpiece characteristics (size, weight, shape) to realize automatic feeding, transferring and unloading of workpieces. The conveying speed should be matched with the shot blasting efficiency of the shot blaster (generally 0.5-2m/min) to avoid bottlenecks in the conveying link. Second, configure multiple shot blasters in series or parallel: for large-batch workpieces, arrange 2-4 shot blasters in series to realize multi-stage shot blasting (rough cleaning → fine cleaning → surface strengthening), improving processing efficiency and quality; for workpieces of different types, arrange shot blasters in parallel to realize parallel processing, increasing overall throughput. Third, integrate auxiliary systems: ติดตั้งระบบกำจัดฝุ่นแบบรวมศูนย์, ระบบเก็บและฟื้นฟูวัสดุแบบแชร์ และอุปกรณ์ตรวจสอบคุณภาพอัตโนมัติในสายการประกอบ ระบบกำจัดฝุ่นแบบรวมศูนย์ช่วยให้สอดคล้องกับมาตรฐานสิ่งแวดล้อม ในขณะที่ระบบวัสดุแบบแชร์ช่วยลดการสูญเสียวัสดุและต้นทุนการจัดการ. อุปกรณ์ตรวจสอบคุณภาพอัตโนมัติ (เช่น ตัวตรวจจับความหยาบของพื้นผิว) สามารถติดตามผลกระทบจากการยิงฝุ่นในช่วงเวลาจริง โดยหลีกเลี่ยงผลิตภัณฑ์ที่ไม่ผ่านการรับรองและงานซ่อมแซม นอกจากนี้ ยังสามารถทำการเตรียมการอย่างชาญฉลาดในสายการประกอบผ่าน MES (Manufacturing Execution System) ซึ่งสามารถติดตามความก้าวหน้าการผลิตและปรับพารามิเตอร์การทำงานของอุปกรณ์ได้อย่างมีพลศาสตร์. สายการประกอบยิงฝุ่นที่ถูกปรับให้อยู่ในสภาพดีสามารถเพิ่มความสามารถในการผลิตได้ 2-3 เท่าเมื่อเปรียบเทียบกับเครื่องยิงฝุ่นเดี่ยว.

จะจับคู่ลักษณะของชิ้นงานกับการกำหนดค่าของสายการประกอบยิงฝุ่นอย่างไร?
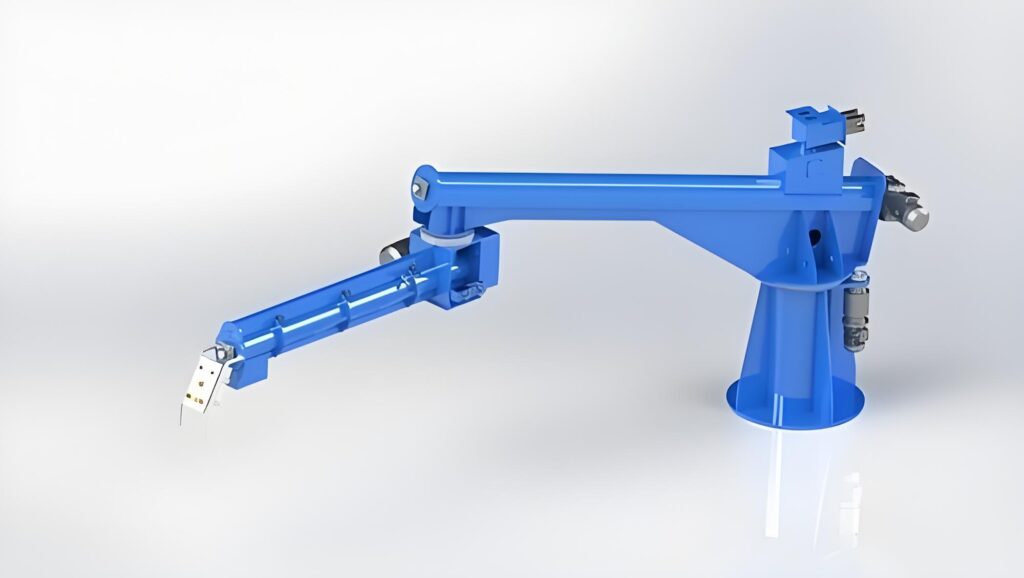
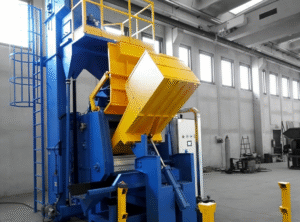
การจับคู่การกำหนดค่าของสายการประกอบยิงฝุ่นกับลักษณะของชิ้นงานมีความสำคัญต่อการเพิ่มประสิทธิภาพสูงสุด เนื่องจากการจับคู่ที่ไม่เหมาะสมจะก่อให้เกิดประสิทธิภาพต่ำและการสูญเสียทรัพยากร. สำหรับชิ้นงานที่มีปริมาณน้อยและปานกลาง (เช่น ชิ้นส่วนรถยนต์, การหล่อขนาดเล็ก) ให้เลือกสายการประกอบยิงฝุ่นที่ยืดหยุ่น: ติดตั้งสายพานลำเลียงที่ปรับได้และเครื่องยิงฝุ่นที่หลากหลายซึ่งสามารถปรับให้เข้ากับขนาดและความต้องการในการยิงฝุ่นที่แตกต่างกัน สายการประกอบสามารถเปลี่ยนแปลงอย่างรวดเร็วระหว่างงานผลิตที่แตกต่าง หลีกเลี่ยงการสูญเสียวัสดุจากอุปกรณ์ที่ไม่มีการใช้งาน. สำหรับชิ้นงานขนาดใหญ่และมีหลากหลายประเภท (เช่น โครงสร้างเหล็กขนาดใหญ่, ชิ้นส่วนเรือ) ให้ใช้สายการประกอบยิงฝุ่นที่เฉพาะเจาะจง: ติดตั้งเครื่องยิงฝุ่นแบบแขวนขนาดใหญ่หรือเครื่องยิงฝุ่นแบบโรลเลอร์ที่มีความสามารถในการรับน้ำหนักสูง และออกแบบระบบขนส่งต่อเนื่องที่มีอัตราผลผลิตสูง สายการเฉพาะนี้สามารถทำงานต่อเนื่องโดยไม่ต้องมีคนควบคุม, เพิ่มประสิทธิภาพการผลิตสูงสุด. สำหรับชิ้นงานที่มีรูปทรงซับซ้อน (เช่น การหล่อที่ไม่เป็นระเบียบ, ส่วนประกอบที่แม่นยำ) ให้ติดตั้งสายการประกอบยิงฝุ่นที่ช่วยด้วยหุ่นยนต์: ติดตั้งหุ่นยนต์อุตสาหกรรมที่มีหัวฉีดยิงฝุ่นเพื่อตรวจสอบการยิงฝุ่นในจุดที่เข้าถึงยากของชิ้นงาน โดยมั่นใจว่ามีคุณภาพการประมวลผลที่สม่ำเสมอในขณะที่เพิ่มประสิทธิภาพ นอกจากนี้ ยังต้องพิจารณาวัสดุของชิ้นงาน: สำหรับชิ้นงานที่มีความแข็งแกร่งสูง, ติดตั้งเครื่องยิงฝุ่นที่มีพลังสูงพร้อมวัสดุขัดที่ทนทาน; สำหรับวัสดุที่นุ่ม ให้ใช้เครื่องยิงฝุ่นที่มีความเข้มต่ำพร้อมวัสดุขัดที่นุ่มเพื่อลดความเสียหายให้กับชิ้นงาน การจับคู่ที่เหมาะสมสามารถพัฒนาการใช้ประโยชน์จากสายการประกอบได้ถึง 40-50% และส่งเสริมความสามารถในการผลิตให้ดีขึ้น.
มาตรการจัดการและการดำเนินงานหลังการกำหนดค่าที่มีผลต่อความเสถียรของความสามารถคืออะไร?
การดำเนินการและการจัดการอย่างมีวิทยาศาสตร์หลังจากการกำหนดค่าสายการประกอบมีความสำคัญต่อการรักษาความสามารถในสายการผลิตยิงฝุ่นอย่างมั่นคง. ก่อนอื่น, ให้จัดตั้งขั้นตอนการดำเนินงานมาตรฐาน (SOP): ชี้แจงขั้นตอนการดำเนินงาน, การตั้งค่าพารามิเตอร์ และมาตรการป้องกันความปลอดภัยของแต่ละอุปกรณ์ในสายการประกอบ และฝึกอบรมผู้ปฏิบัติงานอย่างมืออาชีพ ผู้ปฏิบัติงานที่ชำนาญสามารถลดอัตราความล้มเหลวของอุปกรณ์และเพิ่มประสิทธิภาพการผลิต. ต่อไป, ให้ดำเนินการบำรุงรักษาเชิงพยากรณ์: ใช้เซ็นเซอร์เพื่อตรวจสอบสถานะการทำงานของส่วนประกอบสำคัญ (เช่น ล้อยิง, มอเตอร์, สายพานลำเลียง) ในเวลาจริง และคาดการณ์ความล้มเหลวที่อาจเกิดขึ้นผ่านการวิเคราะห์ข้อมูล ทำการบำรุงรักษาก่อนที่จะเกิดการขัดข้อง, หลีกเลี่ยงการหยุดไม่มีกำหนด ตัวอย่างเช่น, ตรวจสอบการสั่นและอุณหภูมิของมอเตอร์เครื่องยิงฝุ่น และทำการบำรุงรักษาเมื่อพบข้อมูลที่ผิดปกติ. สุดท้าย, ปรับแต่งการจัดตารางการผลิต: จัดเรียงงานผลิตอย่างสมเหตุสมผลตามความต้องการของคำสั่งซื้อและความจุของอุปกรณ์ หลีกเลี่ยงการทำงานสูงสุดของสายการประกอบ. ปรับสมดุลภาระงานของแต่ละสถานีเพื่อให้การดำเนินงานของทั้งสายไหลลื่น. ประการที่สี่, ทำการประเมินความจาอย่างสม่ำเสมอ: นับผลผลิตจริงอัตราการใช้เครื่องจักรและอัตราคุณภาพผลิตภัณฑ์ของสายการประกอบอย่างสม่ำเสมอ และวิเคราะห์ปัจจัยที่มีผลต่อความจา ปรับเปลี่ยนการกำหนดค่าและพารามิเตอร์การทำงานของสายการประกอบตามผลการประเมินในเวลาที่เหมาะสม. Tมาตรการการจัดการเหล่านี้สามารถรับรองได้ว่าสายการประกอบการพ่นทรายคงรักษาการดำเนินงานที่มีความจาที่เสถียรสูง และอัตราการใช้ความจาจะอยู่เหนือ 85%.
บทสรุป
การเพิ่มประสิทธิภาพของเครื่องจักรเดี่ยวและการกำหนดสายการประกอบช่วยเพิ่มความจุการผลิตการพ่นทรายอย่างเสถียร.