Чрезмерный шум и вибрация дробеструйной машины создают опасности; целенаправленные решения обеспечивают безопасную и соответствующую работу.
Этот гид подробно описывает практические решения по снижению шума и вибрации дробеструйных машин, оптимизируя условия дробеструйной обработки в промышленных условиях.
Изучите основные меры по контролю шума и вибрации дробеструйной машины ниже.
Какие структурные улучшения могут снизить шум и вибрацию дробеструйной машины?
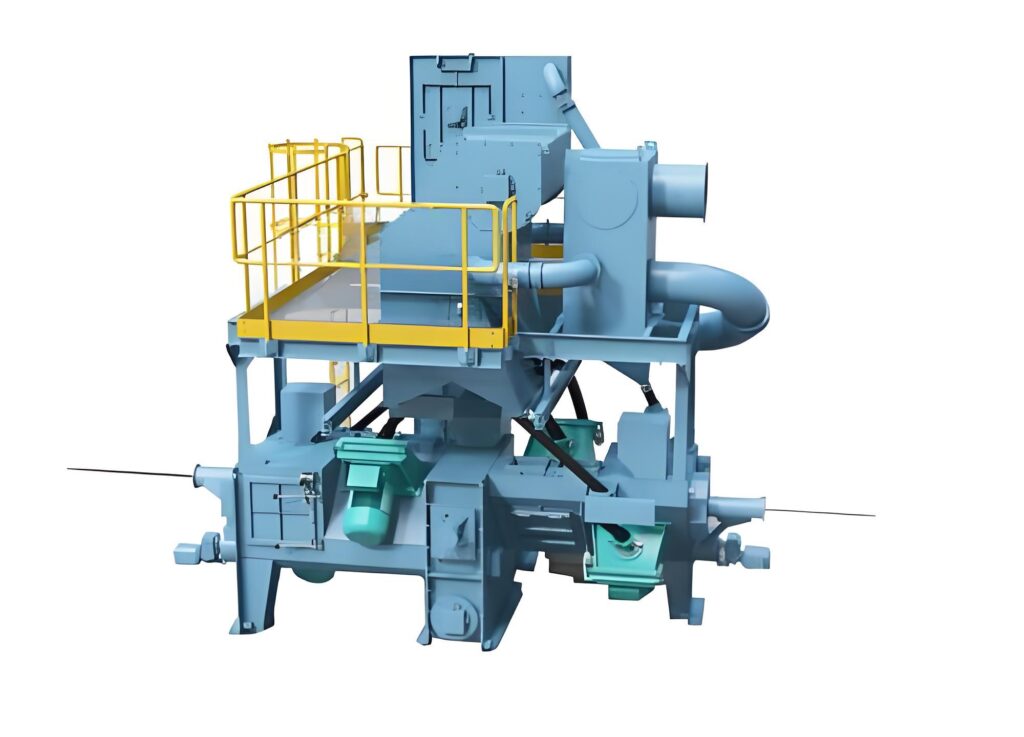
Структурная оптимизация является основным шагом для уменьшения шума и вибрации дробеструйных машин во время операций дробеструйной обработки. Во-первых, модернизация корпуса дробеструйной машины с использованием звукоизолирующих и виброабсорбирующих материалов имеет важное значение — использование многослойных стальных пластин, заполненных звукопоглощающим материалом, может блокировать шум, создаваемый абразивным ударом и работой мотора, на 30-40%. Во-вторых, усиление основания дробеструйной машины с помощью вибродемпфирующего стали и резиновых амортизаторов может изолировать передачу вибрации в землю, предотвращая резонанс с зданием мастерской. Для рабочего колеса дробеструйной машины замена традиционных жестких лопастей на гибкие износостойкие может снизить шум столкновений между лопастями и абразивами, в то время как оптимизация скорости рабочего колеса в соответствии с расходом абразивов минимизирует вибрацию, вызванную несбалансированной вращением. Кроме того, установка звукоизолирующих шкафов вокруг основных источников шума дробеструйной машины (такие как моторы и абразивные бункеры) может дополнительно ограничить распространение шума. Эти структурные улучшения не только снижают уровни шума и вибрации, но и продлевают срок службы дробеструйной машины, уменьшая механический износ во время дробеструйной обработки.
Какие корректировки в процессе оптимизируют дробеструйную обработку для снижения шума и вибрации?
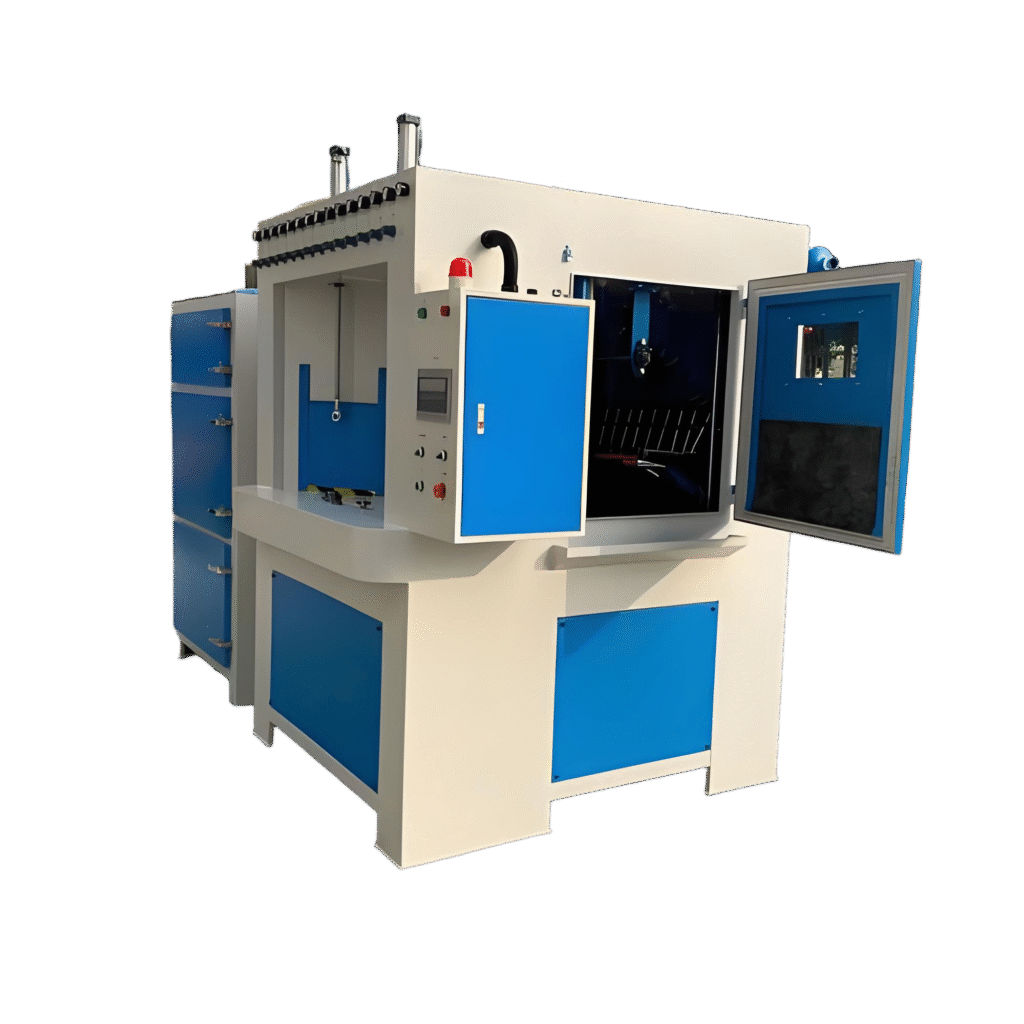
Корректировка параметров дробеструйной обработки является экономичным способом снижения шума и вибрации дробеструйных машин без значительных модификаций оборудования. Во-первых, оптимизация выбора абразива играет важную роль — выбор сферических стальных гранул вместо углового стального абразива может снизить шум ударов на 15-20% во время дробеструйной обработки, так как сферические абразивы имеют более плавный контакт с поверхностью детали и внутренними стенками дробеструйной машины. Во-вторых, контроль интенсивности дробеструйной обработки и расхода абразива является основным — перегрузка дробеструйной машины избыточными абразивами приведет к сильному внутреннему трению и вибрации, поэтому операторам следует регулировать расход в зависимости от размера детали и требований к удалению ржавчины. В-третьих, использование прерывистых режимов дробеструйной обработки для крупных деталей может избежать непрерывной работы дробеструйной машины в режиме высокой интенсивности, снижая накопительное вибрационное повреждение оборудования и строительных конструкций мастерской. Более того, синхронизация работы дробеструйной машины с системами удаления пыли может обеспечить стабильное давление воздуха внутри машины, предотвращая резкие всплески шума, вызванные воздушными вихрями во время дробеструйной обработки. Эти корректировки процесса легко реализовать и могут быстро улучшить условия дробеструйной обработки, сохраняя при этом эффективность процесса.
Какие вспомогательные меры могут усилить контроль шума и вибрации дробеструйной машины?
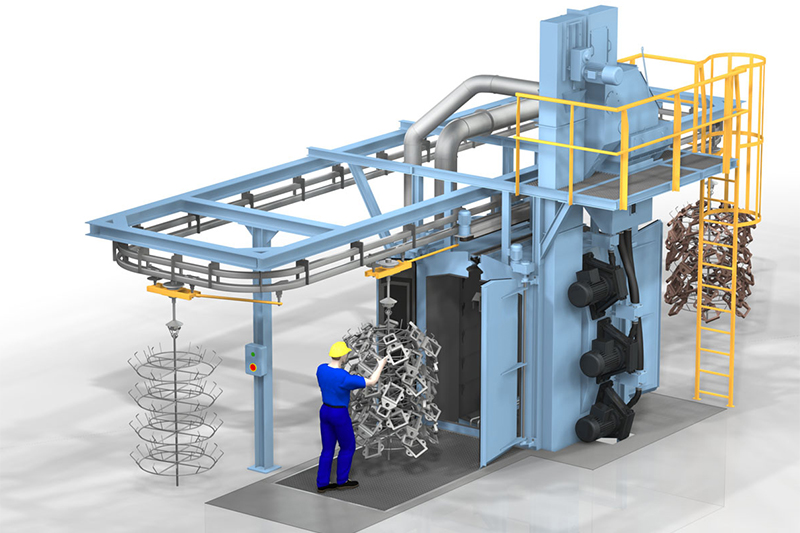
Вспомогательные меры дополняют структурные и процессные улучшения для достижения комплексного контроля шума и вибрации дробеструйных машин в промышленных условиях дробеструйной обработки. Во-первых, установка специализированных зон для распыления абразива с шумоизолирующими стенами и виброизолирующими полами может изолировать шум и вибрацию от распылителя абразива от других операций в мастерской, защищая работников на территории от воздействия шума. Во-вторых, установка устройств мониторинга шума и вибрации рядом с распылителем абразива может отслеживать данные в реальном времени во время распыления абразива, позволяя операторам оперативно корректировать параметры, если уровни превышают промышленные стандарты. В-третьих, регулярное обслуживание распылителя абразива необходимо — смазывание вращающихся компонентов (таких как подшипники и рабочие колеса) по расписанию снижает вибрацию и шум, вызванные трением, в то время как своевременная замена изношенных деталей предотвращает ненормальную работу, которая усугубляет шум и вибрацию. Кроме того, предоставление работникам наушников с шумоподавлением и перчаток с виброгасителями может снизить риск профессиональных заболеваний во время работы распылителя абразива. Эти дополнительные меры, в сочетании со структурными и процессными оптимизациями, создают безопасную, соответствующую нормам и комфортную рабочую среду для операций по распылению абразива.
Заключение
Структурные, процессные и дополнительные меры снижают шум и вибрацию распылителя абразива.