Single shot blaster limits production capacity; assembly line configuration upgrades boost efficiency for mass production.
This guide details capacity improvement plans for shot blasting production lines, covering single machine optimization and assembly line configuration strategies.
Explore below to master key measures for upgrading shot blasting production capacity.
How to Optimize Single Shot Blaster to Lay the Foundation for Capacity Improvement?
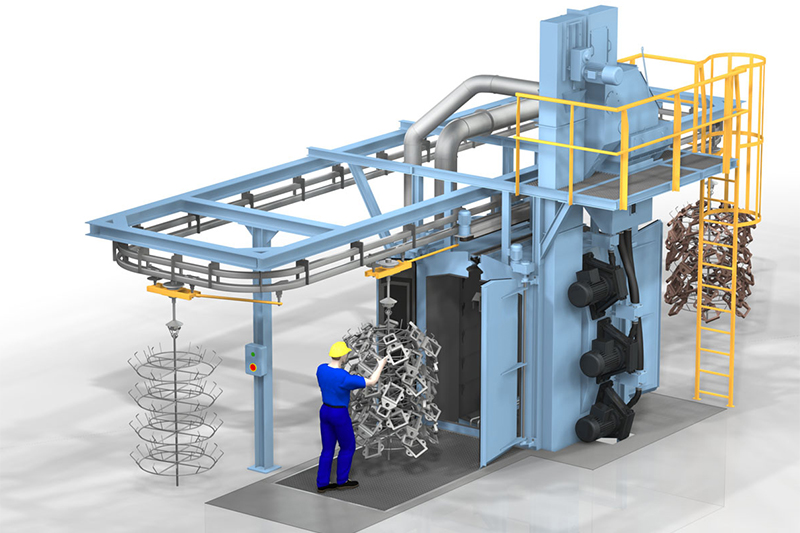
Optimizing the performance of single shot blaster is the basic premise for improving the capacity of shot blasting production lines, as the efficiency of individual equipment directly affects the overall output. First, upgrade key components of the shot blaster: replace traditional blast wheels with high-efficiency ones (such as curved blade blast wheels) to increase shot projection speed by 15-20%, thereby improving shot blasting efficiency per unit time. Equip the shot blaster with an automatic abrasive supply system to avoid downtime caused by manual feeding, ensuring continuous operation. Second, optimize shot blasting parameters: through pre-testing, determine the optimal combination of abrasive grain size, shot flow rate and blasting time for specific workpieces. For example, using 0.8-1.0mm steel shot for general casting cleaning can balance efficiency and quality, reducing unnecessary repeated shot blasting. Third, strengthen daily maintenance of the shot blaster: regularly inspect and replace worn parts such as blast wheel blades and nozzles (replace when wear exceeds 3mm), and ensure the abrasive recovery system is unobstructed. A well-maintained shot blaster can reduce failure rate by 30% and increase effective working time. Additionally, implement automatic control of the shot blaster, using programmable logic controllers (PLC) to adjust parameters in real time, reducing human error and improving processing consistency. These optimizations can increase the capacity of a single shot blaster by 25-35%.
What Are the Key Configuration Strategies for Converting Single Shot Blaster to Shot Blasting Assembly Line?
Converting single shot blaster to a fully configured shot blasting assembly line is the core measure to achieve large-scale capacity improvement, requiring scientific layout and system integration. First, design a reasonable conveying system: adopt roller conveyors, chain conveyors or hanging conveyors according to workpiece characteristics (size, weight, shape) to realize automatic feeding, transferring and unloading of workpieces. The conveying speed should be matched with the shot blasting efficiency of the shot blaster (generally 0.5-2m/min) to avoid bottlenecks in the conveying link. Second, configure multiple shot blasters in series or parallel: for large-batch workpieces, arrange 2-4 shot blasters in series to realize multi-stage shot blasting (rough cleaning → fine cleaning → surface strengthening), improving processing efficiency and quality; for workpieces of different types, arrange shot blasters in parallel to realize parallel processing, increasing overall throughput. Третье, интегрируйте вспомогательные системы: оснастите сборочный конвейер централизованными системами удаления пыли, общими системами хранения и восстановления абразивов, а также автоматическим оборудованием для контроля качества. Централизованная система удаления пыли обеспечивает соответствие экологическим требованиям, в то время как общая абразивная система снижает потери материалов и затраты на управление. Автоматическое оборудование для контроля качества (например, детекторы шероховатости поверхности) может в реальном времени контролировать эффект пескоструйной обработки, избегая неквалифицированной продукции и повторной обработки. Кроме того, осуществите интеллектуальное планирование сборочного конвейера через MES (систему управления производственными процессами), которая может отслеживать ход производства и динамически настраивать параметры работы оборудования. Хорошо настроенный пескоструйный сборочный конвейер может увеличить производственную мощность в 2-3 раза по сравнению с одним пескоструйным аппаратом.

Как сопоставить характеристики рабочего изделия с конфигурацией пескоструйного сборочного конвейера?
Сопоставление конфигурации пескоструйного сборочного конвейера с характеристиками рабочего изделия имеет решающее значение для максимизации производственной мощности, поскольку неправильное сопоставление приведет к низкой эффективности и потере ресурсов. Для малых и средних партий рабочих изделий (таких как автодетали, мелкие отливки) выберите гибкий пескоструйный сборочный конвейер: настройте регулируемые конвейеры и многофункциональные пескоструйные аппараты, которые могут адаптироваться к различным размерам рабочих изделий и требованиям к пескоструйной обработке. Сборочный конвейер можно быстро переключать между различными производственными заданиями, что позволяет избежать потерь от простоя оборудования. Для крупных и одновидовых рабочих изделий (таких как крупные стальные конструкции, детали кораблей) используйте специализированный пескоструйный сборочный конвейер: оснастите его крупногабаритными подвесными пескоструйными аппаратами или ролетными пескоструйными аппаратами с высокой грузоподъемностью и разработайте систему непрерывной транспортировки с высокой производительностью. Специализированная линия может обеспечить безлюдную непрерывную работу, максимизируя производственную эффективность.. Для рабочих изделий с сложными формами (таких как неправильные отливки, прецизионные компоненты) настройте сборочный конвейер с роботизированной пескоструйной обработкой: установите промышленные роботы с соплами пескоструйного аппарата для целенаправленной пескоструйной обработки угловых частей рабочих изделий, обеспечивая равномерное качество обработки, одновременно увеличивая эффективность. Кроме того, учитывайте материал рабочего изделия: для изделий с высокой твердостью, оснастите мощными пескоструйными аппаратами с абразивами высокой износостойкости; для мягких материалов используйте аппараты с низкой интенсивностью и мягкими абразивами, чтобы избежать повреждения рабочих изделий. Правильное сопоставление может улучшить коэффициент использования сборочного конвейера на 40-50% и далее повысить производственную мощность.
Какие меры по операциям и управлению после настройки необходимы для стабильности мощности?
Научное управление и организация после настройки сборочного конвейера являются важными для поддержания стабильной мощности пескоструйной линии производства. Во-первых, установите стандартизированные процедуры эксплуатации (SOP): уточните шаги операций, настройки параметров и меры безопасности для каждого устройства на сборочном конвейере, а также профессионально обучите операторов. Опытные операторы могут снизить уровень отказов оборудования и улучшить производительность. Во-вторых, внедрите предсказательное обслуживание: используйте сенсоры для мониторинга рабочего состояния ключевых компонентов (таких как колеса для струйной обработки, моторы, конвейеры) в реальном времени и предсказывайте потенциальные отказы с помощью анализа данных. Проводите обслуживание до возникновения отказов, избегая незапланированного простоя. Например, отслеживайте вибрацию и температуру мотора пескоструйного аппарата и проводите обслуживание при обнаружении аномальных данных. Третье, оптимизируйте график производства: разумно распределяйте производственные задачи в зависимости от требований заказов и мощности оборудования, избегая работы конвейера в условиях пиковой нагрузки. Сбалансируйте нагрузку на каждой станции, чтобы обеспечить бесперебойную работу всей линии. Четвертое, проводите регулярную оценку мощности: регулярно учитывайте фактический выпуск, коэффициент использования оборудования и уровень квалификации продукции на сборочной линии, а также анализируйте факторы, влияющие на мощность. Вовремя корректируйте конфигурацию конвейера и параметры эксплуатации в соответствии с результатами оценки. TЭти меры управления могут гарантировать, что линия пескоструйной обработки поддерживает стабильную и высокую мощность, а коэффициент использования мощности остается выше 85%.
Заключение
Оптимизация отдельных машин и конфигурация сборочных линий стабильно увеличивают производственную мощность пескоструйной обработки.