Poor shot blasting rust removal causes steel structure corrosion; precise control and process optimization ensure long-term anti-corrosion.
This guide covers rust removal grade control and process optimization of shot blasting machines, boosting steel structure anti-corrosion via scientific shot blasting.
Explore below for key methods to enhance shot blasting quality in anti-corrosion projects.
What Rust Removal Grades Are Required for Steel Structure Anti-Corrosion, and How to Control Them with Shot Blasting Machines?
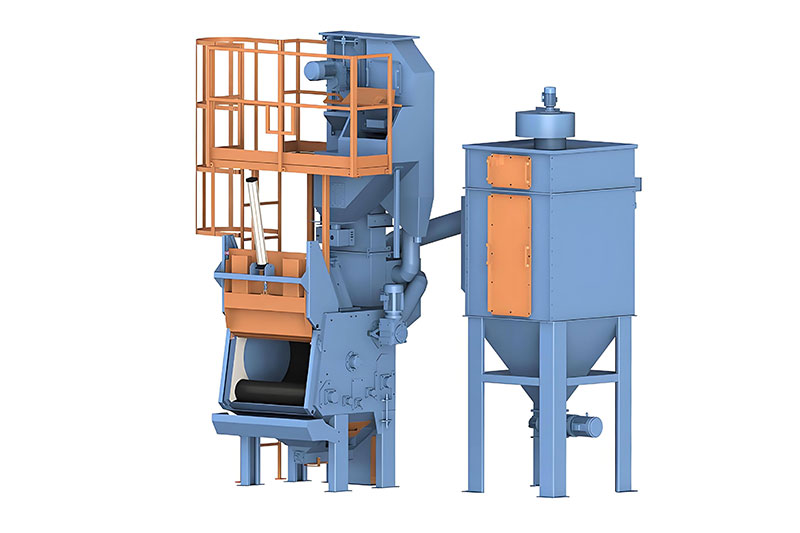
Steel structure anti-corrosion has strict rust removal grade requirements, directly determined by the performance of shot blasting machines and shot blasting operations. Common grades include Sa2, Sa2.5, and Sa3, as specified by international standards. Sa2 denotes thorough rust removal, Sa2.5 indicates very thorough rust removal (the most widely used in industrial projects), and Sa3 represents complete rust removal to a metallic luster. A high-quality shot blasting machine achieves grade control by adjusting core parameters: abrasive type (steel grit for high grades, steel shot for general needs), shot blasting intensity (controlled via nozzle pressure and distance), and operation speed. Operators must pre-calibrate the shot blasting machine with test panels, check surface roughness and cleanliness after shot blasting, and adjust parameters in real time to avoid under-blasting (insufficient rust removal) or over-blasting (structural damage). Proper grade control ensures the coating adheres firmly, extending the steel structure’s service life by 10-15 years.
What Key Parameters Should Be Optimized for Shot Blasting Processes in Steel Structure Anti-Corrosion?
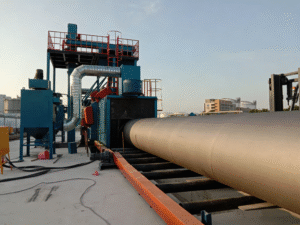
Optimizing shot blasting process parameters is critical to improving efficiency, reducing costs, and ensuring anti-corrosion effects of shot blasting machines. The first parameter is abrasive selection: matching abrasive size and hardness to the steel structure’s thickness and rust degree—for thick-walled steel with heavy rust, 1.2-2.0mm steel grit is ideal, while 0.8-1.2mm steel shot suits thin-walled components. Second, shot blasting pressure and angle: 0.6-0.8MPa pressure balances efficiency and surface protection, and a 45-60° nozzle angle ensures uniform shot coverage. Third, conveyor speed: adjusting it to 0.5-1.5m/min based on component size prevents incomplete shot blasting. Additionally, optimizing dust removal efficiency of the shot blasting machine reduces abrasive waste and environmental pollution. These parameter adjustments can improve shot blasting efficiency by 30% and reduce abrasive consumption by 15%, while maintaining stable rust removal grades.

How to Address Common Quality Issues in Shot Blasting for Steel Structure Anti-Corrosion?
Shot blasting for steel structure anti-corrosion often faces quality issues like uneven rust removal, excessive surface roughness, and abrasive contamination—all solvable via targeted adjustments to shot blasting machines and operations. Uneven rust removal stems from uneven nozzle distribution or insufficient abrasive flow; solutions include optimizing nozzle layout on the shot blasting machine and checking abrasive conveying systems. Excessive roughness, which impairs coating adhesion, is caused by overly large abrasives or high pressure; replacing with finer abrasives and reducing pressure by 0.1-0.2MPa fixes this. Abrasive contamination (mixing of old and new abrasives) affects rust removal consistency; regular filtering and replacement of abrasives in the shot blasting machine are necessary. Post-shot blasting inspection with standard comparison panels and roughness meters also helps detect issues early, ensuring each shot blasting process meets anti-corrosion quality requirements.

What Are the Long-Term Benefits of Optimizing Shot Blasting for Steel Structure Anti-Corrosion?
Optimizing shot blasting machine performance and shot blasting processes brings long-term economic and safety benefits to steel structure anti-corrosion projects. Economically, precise rust removal grade control reduces coating rework rates, as high-quality shot blasting ensures coating durability and reduces maintenance costs over the structure’s lifecycle. Process optimization lowers energy and abrasive consumption, cutting operational costs by 20-25% annually. Safely, effective shot blasting prevents premature steel structure corrosion, avoiding structural failures and potential safety hazards in buildings, bridges, and industrial facilities. Moreover, optimized shot blasting meets environmental standards by reducing dust and abrasive waste, aligning with green construction trends. For large-scale projects like steel bridges, these benefits translate to millions in cost savings and extended service life.
Conclusion
Shot blasting machine control and process optimization guarantee steel structure anti-corrosion quality.