Disconnected shot blasting and coating cause inefficiency; integrated systems with Wheelblast Equipment ensure quality and speed.
This guide elaborates on shot blasting + coating integration, covering shot blasting machine, Wheelblast Equipment and machine shot to achieve efficient surface treatment.
Discover key details of the integrated system to optimize your surface treatment workflow.
What Pain Points Does Shot Blasting + Coating Integration Solve?
Traditional surface treatment processes separate shot blasting and coating, which brings a series of practical pain points that restrict enterprise development.
- The independent shot blasting and coating processes require manual transfer of workpieces between the shot blasting machine and coating equipment, which not only consumes a lot of labor but also extends production cycles, making it difficult to meet large-scale production needs.
- After shot blasting, the workpiece surface is exposed to air, dust, and moisture, leading to re-rusting or contamination. This directly reduces the adhesion of the subsequent coating, resulting in quality defects such as peeling, bubbling, and uneven coating, increasing rework costs.
- Separate processes require more workshop space for equipment placement and workpiece storage, and the energy consumption of two independent systems is much higher than that of an integrated system. Le sablage + coating integration perfectly solves these problems by integrating the two processes into a continuous production line. The integrated system uses a high-performance shot blasting machine equipped with advanced Wheelblast Equipment to complete efficient shot blasting, and the workpiece is directly sent to the coating section without transfer.
Machine shot is recycled in the machine à projection de grenaille, reducing material waste and environmental pollution. Shot blasting creates a clean, rough surface for the workpiece, laying a solid foundation for high-quality coating. This integration not only improves production efficiency by 40%-60% but also reduces labor and energy costs, ensuring stable product quality.

How to Match Shot Blasting Machine with Coating Equipment in the Integrated System?
The rational matching between the shot blasting machine and coating equipment is the key to ensuring the efficient operation of the integrated system. The shot blasting machine in the integrated line must be selected according to the workpiece specifications, production scale, and coating requirements.
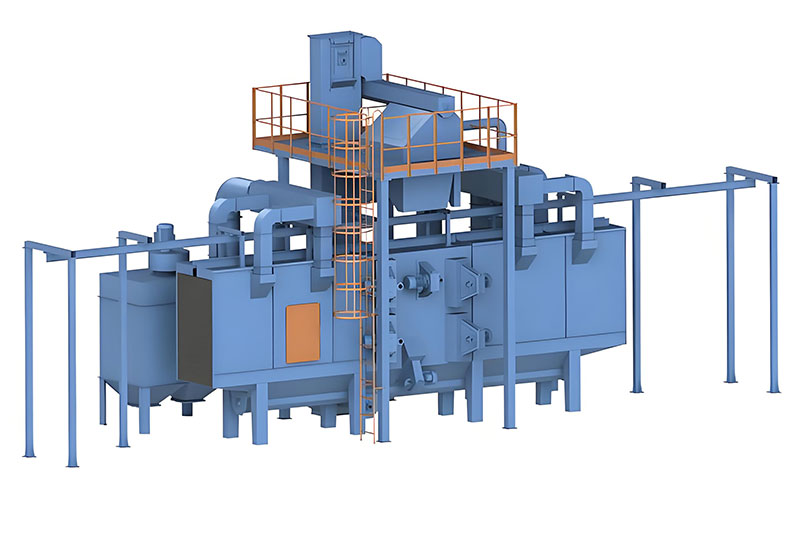
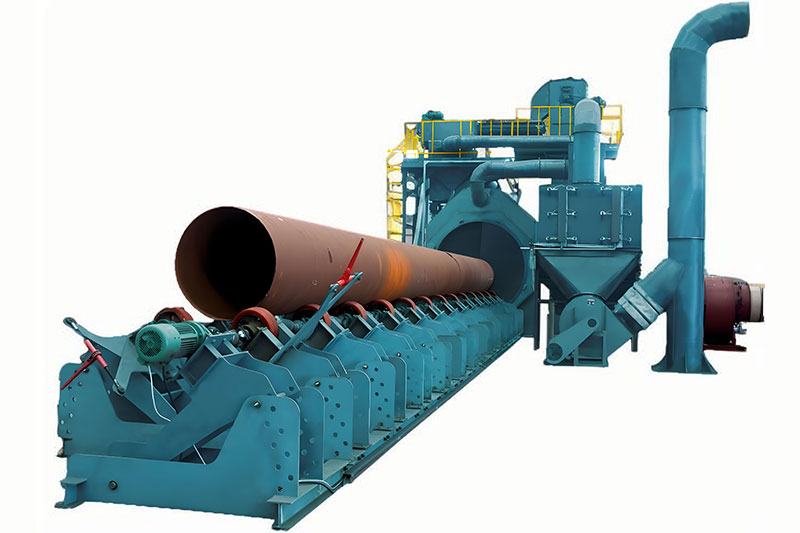
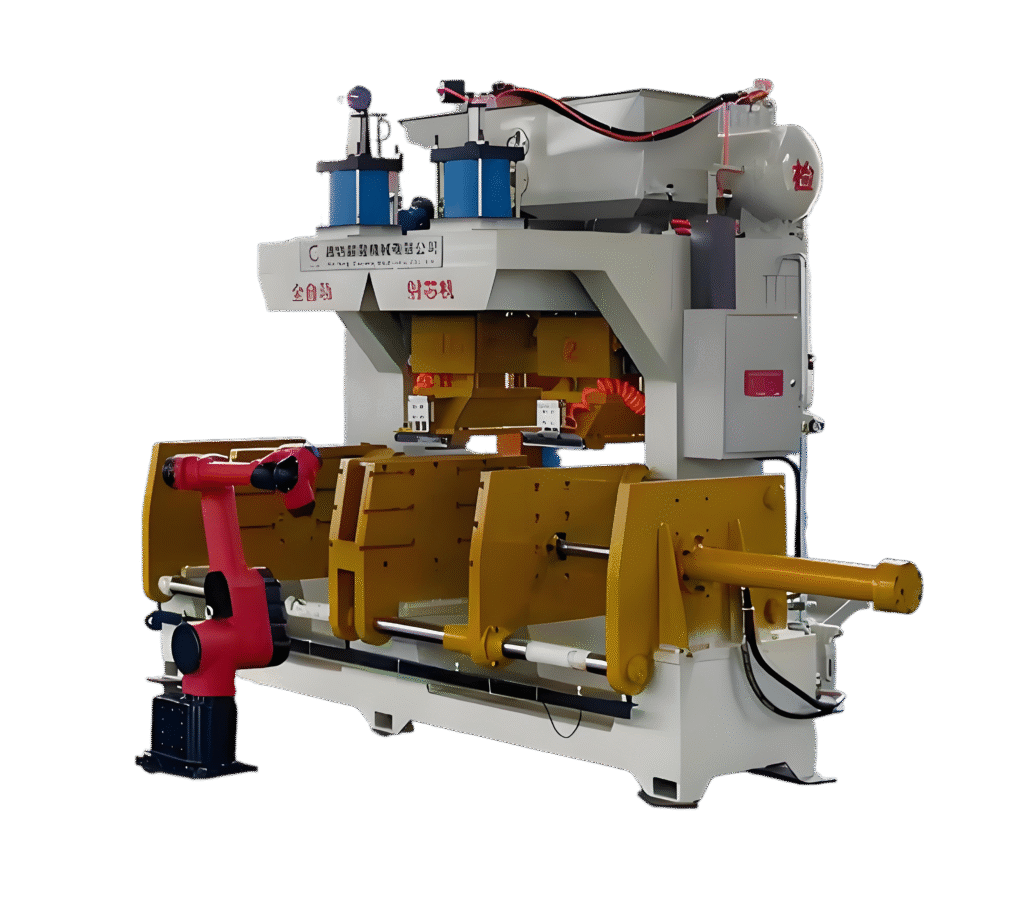
- For small and medium-sized workpieces, a compact tumble machine à projection de grenaille is suitable, while for large workpieces such as steel structures, a through-type shot blasting machine with multiple Wheelblast Equipment is preferred. The shot blasting efficiency of the shot blasting machine must be consistent with the coating speed to avoid bottlenecks in the production line. The shot blasting machine is equipped with adjustable Wheelblast Equipment, which can adjust the shot blast intensity, shot flow rate, and blast angle according to the workpiece material and surface requirements, ensuring that the shot blasting effect meets the coating standards.
- Machine shot selection is also closely related to the matching effect—using high-quality, uniform machine shot can ensure stable shot blasting, reduce wear on the shot blasting machine and Wheelblast Equipment, and avoid affecting the coating effect. In addition, the conveying system between the machine à projection de grenaille and coating equipment must be smooth and sealed, preventing dust and machine shot from entering the coating section, which would affect the coating quality. The rational matching of the shot blasting machine and coating equipment ensures the continuity and stability of the integrated system, maximizing production efficiency and product quality.

How to Maintain Wheelblast Equipment to Ensure Stable Operation of the Integrated System?
Wheelblast Equipment is the core component of the shot blasting machine in the integrated system, and its stable operation directly determines the efficiency of shot blasting and the quality of subsequent coating. Therefore, daily maintenance of Wheelblast Equipment is essential.
- Before starting the shot blasting machine every day, check the wear of the blast wheel, impeller, and lining of the Wheelblast Equipment. If the wear exceeds the standard, replace them in a timely manner to avoid affecting the shot blast intensity and uniformity.
- Regularly clean the Wheelblast Equipment pipelines to remove accumulated machine shot and impurities, preventing blockages that affect the shot flow rate.
- Lubricate the rotating parts of the Wheelblast Equipment regularly, such as bearings and impellers, to reduce friction and extend service life.
- Adjust the balance of the Wheelblast Equipment impeller regularly to avoid vibration during operation, which would damage the shot blasting machine and affect the shot blasting effect. In addition, the parameters of the Wheelblast Equipment should be checked and adjusted regularly according to the workpiece characteristics and coating requirements to ensure that the shot blasting effect is always in the optimal state.
Proper maintenance of Wheelblast Equipment not only extends its service life but also ensures the stable operation of the shot blasting machine and the entire integrated system, reducing downtime and maintenance costs.
How to Optimize Machine Shot Use in the Integrated Shot Blasting + Coating System?
Machine shot is an essential consumable in the integrated system, and optimizing its use can not only improve the shot blasting effect but also reduce costs and protect the shot blasting machine and Wheelblast Equipment.
- Select the appropriate machine shot according to the workpiece material and surface requirements. For example, for high-strength steel workpieces, use high-hardness machine shot (HRC 50-55) to ensure thorough shot blasting; for precision workpieces, use small-particle machine shot (0.6-1.0mm) to avoid damaging the workpiece surface.
- Assurez-vous de la propreté et de la sécheresse du tir de machine. Un tir de machine humide ou contaminé est facile à agglomérer, bloquant les tuyaux de la machine de grenaillage et affectant l'uniformité du grenaillage. Le système intégré est équipé d'un système de recyclage et de tamisage automatique du tir de machine, capable de séparer le tir de machine utilisable des impuretés et des particules cassées, garantissant que seul le tir de machine qualifié est utilisé pour le grenaillage.
- Contrôlez raisonnablement l'approvisionnement en tir de machine. Trop peu de tir de machine réduira l'intensité et l'efficacité du grenaillage, tandis qu'un excès de tir de machine augmentera la charge de l'équipement Wheelblast et de la machine de grenaillage, entraînant une usure excessive.
- Renouveler régulièrement le tir de machine selon la situation de consommation pour garantir que la qualité et la quantité de tir de machine répondent aux exigences de grenaillage. L'optimisation de l'utilisation du tir de machine peut améliorer l'effet de grenaillage, prolonger la durée de vie de la machine de grenaillage et de l'équipement Wheelblast, et réduire les coûts de production.

Quels sont les principaux points de conception de la ligne intégrée de grenaillage + revêtement ?
La conception de la ligne intégrée de grenaillage + revêtement affecte directement son efficacité, sa stabilité et son applicabilité. Lors de la conception de la ligne intégrée, les points clés suivants doivent être considérés.
- Déterminer l'échelle de production et les spécifications des pièces à usiner.. En fonction de la production quotidienne et de la taille des pièces, sélectionner le type et le modèle appropriés de la machine de grenaillage, de l'équipement Wheelblast et des équipements de revêtement pour éviter une surconfiguration ou une capacité insuffisante.
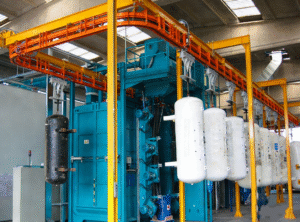
- Aménager raisonnablement la ligne intégrée. Le machine à projection de grenaille, Le système de transport, l'équipement de revêtement, la section de séchage et le système d'élimination des poussières doivent être agencés de manière logique afin d'assurer un flux de travail fluide et de réduire l'espace occupé.
- Renforcer la performance d'étanchéité. La zone de transition entre la machine de grenaillage et l'équipement de revêtement, ainsi que l'ensemble de la ligne de production, doit être entièrement scellée pour empêcher la poussière, le tir de machine et la brume de revêtement de s'échapper, garantissant un environnement de travail propre et une qualité de produit stable.
- Configurer un système de contrôle intelligent. La ligne intégrée doit être équipée d'un panneau de contrôle centralisé pour réaliser le contrôle automatique de la machine de grenaillage, de l'équipement Wheelblast,, du système de transport et de l'équipement de revêtement, réduisant l'opération manuelle et améliorant l'efficacité de production.
- Considérer l'évolutivité de la ligne intégrée. The design should reserve space for future upgrades, allowing the addition of new equipment or the adjustment of parameters to adapt to changes in production needs. By focusing on these key design points, the integrated line can achieve efficient, stable, and sustainable operation, meeting the enterprise’s surface treatment needs.
Conclusion
Optimize shot blasting machine and Wheelblast Equipment to realize efficient integrated surface treatment.
For professional shot blasting + coating integration solutions,
contactez-nous par e-mail : [email protected]