Manual rust removal for steel bars is inefficient; a dedicated shot blaster ensures quick, thorough shot blast and rust removal.
This guide details efficient shot blasting solutions for construction steel bar rust removal, covering shot blaster selection, shot blast parameters and operation tips to boost efficiency.
Explore the dedicated shot blasting machine solution to solve steel bar rust removal problems.
Why Is a Dedicated Shot Blasting Machine the Best Choice for Construction Steel Bar Rust Removal?
Construction steel bars are prone to rust during storage and transportation, and efficient rust removal is critical to ensure structural safety—manual or chemical rust removal methods have obvious flaws, making a dedicated shot blasting machine the optimal solution. Manual rust removal is labor-intensive, time-consuming, and cannot achieve uniform rust removal, leaving hidden dangers for steel bar performance. Chemical rust removal pollutes the environment, corrodes steel bars, and increases subsequent processing costs.
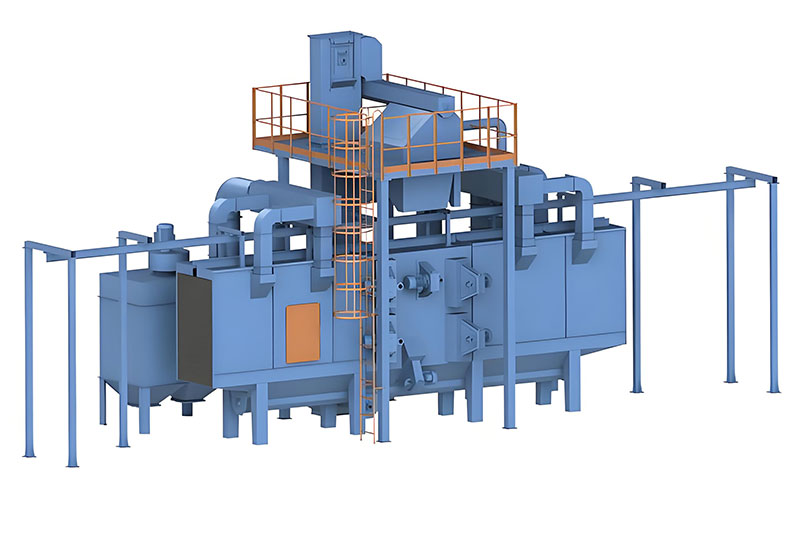
- In contrast, a dedicated shot blaster for steel bars uses high-speed machine shot to impact the steel bar surface, achieving fast, thorough, and uniform shot blasting rust removal. The calidad del granallado process not only removes rust and oxide scales but also strengthens the steel bar surface, improving its fatigue resistance. A dedicated shot blasting machine is designed for the shape and size of construction steel bars, supporting continuous feeding and discharging, which significantly improves shot blast efficiency and meets the large-scale rust removal needs of construction sites.
- Unlike ordinary shot blasters, dedicated steel bar shot blasting machines have adjustable shot blast intensity and speed, ensuring rust removal effect without damaging the steel bar’s original structure. For construction projects, a dedicated calidad del granallado machine is the most cost-effective and efficient rust removal solution, ensuring the quality and safety of steel bars used in construction.

How to Select the Right Shot Blaster for Construction Steel Bar Rust Removal?
Selecting a suitable dedicated shot blaster is the foundation of an efficient steel bar rust removal solution, as the right shot blaster directly determines shot blasting effect, efficiency, and cost.
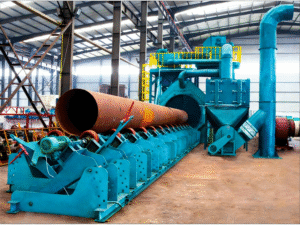
- Confirm the steel bar specifications: construction steel bars have different diameters (6-50mm) and lengths, so choose a pasaje with adjustable feeding and conveying systems to adapt to different steel bar sizes. For small-diameter steel bars (6-16mm), a tumble shot blaster is suitable, as it can process multiple steel bars at once; for large-diameter steel bars (18-50mm), a through-type shot blasting machine is preferred, supporting continuous linear shot blast and high efficiency.
- Focus on shot blaster performance: select a shot blaster with stable shot blast intensity, adjustable impeller speed (1400-1800rpm), and large machine shot flow (150-250kg/min) to ensure thorough rust removal in a short time.
- Prioritize shot blasters with automatic shot blast recycling and dust removal systems—this reduces machine shot consumption, lowers environmental pollution, and improves the overall efficiency of calidad del granallado las operaciones.
Además, elija un arenador con una operación sencilla y fácil mantenimiento, ya que los operadores de sitios de construcción pueden no tener habilidades técnicas profesionales. Un arenador bien seleccionado puede mejorar significativamente la eficiencia en la eliminación de óxido de las varillas de acero, reducir costos laborales y garantizar una calidad de arenado consistente.

¿Cómo optimizar los parámetros de arenado para una eliminación eficiente de óxido de varillas de acero?
Optimizar los parámetros de arenado es clave para mejorar la eficiencia y calidad en la eliminación de óxido de las varillas de acero, ya que parámetros inadecuados pueden llevar a una eliminación incompleta del óxido, daño a la varilla de acero o baja eficiencia.
- Controlar la intensidad del arenado: ajuste la intensidad de acuerdo con el grado de óxido de las varillas de acero; para varillas de acero levemente oxidadas, use baja intensidad (0.5-0.6MPa) para evitar dañar la superficie de la varilla de acero; para varillas de acero muy oxidadas, aumente la intensidad a 0.7-0.8MPa para garantizar una eliminación completa del óxido.
- Ajustar la velocidad de transporte del arenador: la velocidad debe coincidir con la operación de granallado intensidad, generalmente 1-2m/min; una velocidad demasiado rápida conduce a una eliminación incompleta del óxido, mientras que una velocidad demasiado lenta reduce la eficiencia.
- Selecciona el granallado correcto: Para la eliminación de óxido en varillas de acero de construcción, el granulado de acero esférico con un tamaño de partícula de 1.0-1.2mm y dureza de HRC 40-50 es ideal. Este granulado garantiza un impacto uniforme, elimina el óxido de manera exhaustiva sin dejar rasguños en la superficie de la varilla de acero. Evite usar granulado de máquina sobredimensionado o subdimensionado, ya que pueden dañar la varilla de acero o reducir la eficiencia del arenado.
- Controlar el ángulo de arenado: ajuste el ángulo de la boquilla del arenador a 45-60° en relación con la superficie de la varilla de acero, asegurando que el granulado cubra toda la circunferencia de la varilla de acero, logrando una eliminación uniforme del óxido. Al optimizar estos parámetros de arenado, puede maximizar la eficiencia de la máquina de chorro de granallas, asegurando que cada varilla de acero cumpla con los estándares de eliminación de óxido.
¿Cómo operar una máquina de arenado para la eliminación de óxido en varillas de acero de forma segura y eficiente?
La operación segura y estandarizada de la máquina de arenado no solo es esencial para la seguridad del operador, sino también para garantizar operaciones de arenado eficientes y estables.
- Realizar inspecciones previas a la operación: antes de iniciar el arenador, verifique el machine shot suministro, la intensidad del arenado, el sistema de transporte y el sistema de eliminación de polvo para garantizar que todos los componentes funcionen normalmente. Verifique las varillas de acero en busca de grandes residuos o rebabas, y retírelos para evitar obstruir las tuberías del arenador.
- Estandarizar la alimentación y descarga: alimente las varillas de acero en el arenador de manera uniforme, evitando la sobrecarga, que puede causar atascos y reducir la eficiencia del arenado. Después del arenado, descargue las varillas de acero de inmediato y clasifíquelas para evitar mezclarlas con varillas de acero oxidadas no procesadas.
- Asegurar la seguridad del operador: operators must wear protective equipment (goggles, gloves, dust masks) to avoid injury from flying machine shot or dust. Do not open the shot blaster’s door during shot blast operations, as this can lead to machine shot leakage and safety accidents.
- Conduct post-operation maintenance: after daily operation, clean the velocidad del granallador inner cavity, pipelines, and nozzles to remove residual machine shot and rust debris. Check the shot blaster’s worn parts (nozzles, impellers) and replace them timely. Regular maintenance not only ensures the safe operation of the shot blaster but also extends its service life, ensuring continuous efficient shot blasting for steel bar rust removal.
How to Solve Common Problems in Shot Blasting Rust Removal for Construction Steel Bars?
During steel bar rust removal using a shot blaster, common problems such as incomplete rust removal, steel bar damage, and shot blaster jamming may occur—timely solutions are essential to maintain efficiency.
- One common problem is incomplete rust removal: this is usually caused by insufficient shot blast intensity, too-fast conveying speed, or worn shot blaster nozzles. To solve this, increase shot blast intensity, adjust the conveying speed, and replace worn nozzles.
- Another problem is steel bar surface damage: this is caused by excessive operación de granallado intensity or oversized machine shot. Solution: reduce shot blast intensity and replace with appropriate-sized machine shot.
- A third problem is shot blaster jamming: this is often due to uneven feeding, large debris in steel bars, or blocked machine shot pipelines. Clean the blocked pipelines, remove debris from steel bars, and feed evenly to avoid jamming.
Additionally, if the shot blast efficiency is low, check the machine shot supply and recycling system—insufficient machine shot or blocked recycling pipelines can reduce efficiency. By solving these common problems promptly, you can ensure the shot blasting machine operates efficiently, meeting the large-scale rust removal needs of construction steel bars. Regular training for operators also helps reduce operational errors and avoid common problems.
Conclusión
A dedicated shot blaster and optimized shot blast ensure efficient steel bar rust removal.
For professional advice on construction steel bar shot blasting solutions and shot blaster selection,
contáctenos por correo electrónico:[email protected]